Mi az acélkovácsolás és hogyan működik az eljárás
Acél kovácsolás egy olyan gyártási folyamat, amelyben tömör acél tuskót vagy rudat nyomóerővel alakítanak ki – kalapácsok, prések vagy matricák segítségével –, hogy az öntött vagy megmunkált alternatívákhoz képest jobb mechanikai tulajdonságokkal rendelkező alkatrészeket állítsanak elő. Az eredmény egy olyan szemcseszerkezet, amely követi az alkatrész kontúrjait, és jellemzően 20-40%-kal nagyobb szakítószilárdságot biztosít, mint a megfelelő öntött acél alkatrészek. Ha olyan alkatrészekre van szüksége, amelyek kezelik a fáradást, ütést vagy ciklikus terhelést – hajtókarok, főtengelyek, karimák, fogaskerekek –, általában a kovácsolás a legmegbízhatóbb út az eléréshez.
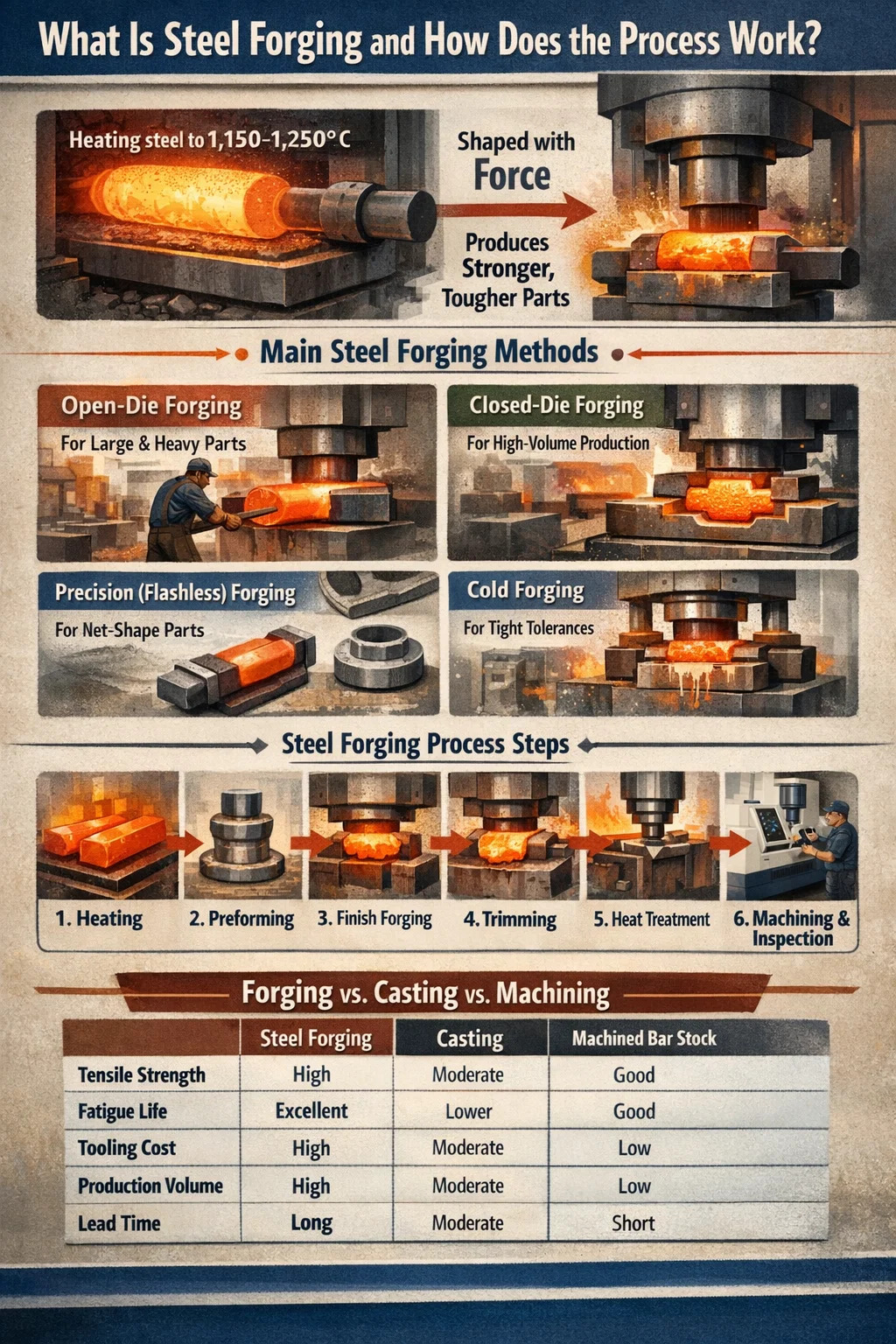
A folyamat lényegében az acélt meghatározott hőmérsékleti tartományra hevítik (általában 1100 °C és 1250 °C közötti szén- és ötvözött acélok esetében), majd erőt alkalmaznak az anyag kívánt alakra való plasztikus deformálására. A megemelt hőmérséklet csökkenti az áramlási feszültséget és javítja a rugalmasságot, így a fém könnyebben formálható repedés nélkül. Lehűlés után a kovácsolt alkatrész utólagos hőkezelésen, megmunkáláson és szállítás előtti ellenőrzésen esik át.
Az acélkovácsolás nem egyetlen technika. Több különböző módszerre ágazik, amelyek mindegyike különböző geometriáknak, térfogatoknak és tűréskövetelményeknek felel meg. Az egyes módszerek működésének megértése – és azok hiányosságai – a kiindulási pont minden mérnök vagy vevő számára, aki megpróbálja a megfelelő hívást egy kovácsolási projekttel kapcsolatban.
A fő acélkovácsolási módszerek és az egyes használatuk ideje
Minden acélkovácsolási módszer különböző mérettűréssel, felületi feltételekkel és szerszámköltséggel rendelkező alkatrészeket állít elő. A helytelen választás növeli a költségeket, meghosszabbítja az átfutási időt, vagy olyan alkatrészeket eredményez, amelyek túlzott másodlagos megmunkálást igényelnek.
Nyitott kovácsolás
A nyitott kovácsolás (más néven szabad kovácsolás vagy kovácskovácsolás) lapos vagy egyszerű formájú szerszámokat használ, amelyek nem zárják be teljesen a munkadarabot. Az acélt a szerszámok között egy sor összenyomással, nyújtással és elforgatással manipulálják. Ezt a módszert használják nagy tengelyekhez, hengerekhez, gyűrűkhöz és bugákhoz – olyan alkatrészekhez, amelyek súlya néhány kilogrammtól több mint 200 tonnáig terjedhet.
A nyitott szerszámos kovácsolás a legjobb választás, ha az alkatrész mérete meghaladja a zárt matricák kapacitását, vagy ha a gyártási mennyiségek túl alacsonyak ahhoz, hogy indokolják a drága szerszámok használatát. A mérettűrések szélesebbek (tipikusan ±3-6 mm), így jelentős megmunkálás várható utána. Az olyan acélminőségeket, mint a 4140, 4340 és 316 rozsdamentes acél, rutinszerűen ilyen módon dolgozzák fel az olaj- és gáziparban, az energiatermelésben és a nehézgépiparban.
Zárt-sajtolású kovácsolás (nyomószerszámos kovácsolás)
A zárt szerszámos kovácsolás egy hozzáillő szerszámkészletet használ, amelynek üregét a kész alkatrész hozzávetőleges alakjához kell megmunkálni. A felforrósított tuskót a szerszámok közé helyezik, és erőt fejtenek ki, amíg az acél teljesen kitölti az üreget, a felesleges anyag pedig villanásszerűen kifolyik az elválasztó vonal körül. A vakut később levágják.
Ez a módszer szűkebb tűréseket eredményez (általában ±0,5–1,5 mm az alkatrész összetettségétől és méretétől függően), jobb felületi minőséget és egyenletesebb geometriát, mint a nyitott szerszámmal végzett munka. A szerszámozási költségek magasak – egy teljes szerszámkészlet egy közepes összetettségű alkatrészhez 15 000–80 000 dollár vagy több is lehet – ezért a zárt szerszámos kovácsolás elsősorban közepes és nagy gyártási mennyiségek esetén gazdaságos. Az autóipari hajtókarok, kerékagyak és szeleptestek klasszikus alkalmazások.
Vakumentes (precíziós) kovácsolás
A vakumentes kovácsolás kiküszöböli a villanást azáltal, hogy pontosan szabályozza a tuskó térfogatát és a szerszám geometriáját, így az anyag túlfolyás nélkül tölti ki az üreget. Az eredmény egy háló alakú vagy hálóhoz közeli alkatrész, amely minimális utókovácsolást igényel. Akár ±0,1–0,3 mm-es tűrések is elérhetők.
Ez a folyamat pontos tuskó-előkészítést és nagyobb szerszámbefektetést igényel, de a hagyományos zárt kovácsoláshoz képest 10-20%-os anyagmegtakarítás vonzóvá teszi összetett alkatrészek nagy volumenű gyártásához mint a fogaskerekek, kúpfogaskerekek és a felfüggesztés alkatrészek.
Roll Kovácsolás
A hengeres kovácsolás egy fűtött acélrudat halad át két henger között, formázott hornyokkal, csökkentve annak keresztmetszetét és megnyújtva azt. Általában előformázási lépésként használják a zárt kovácsolás előtt, de végső eljárásként is használják kúpos tengelyekhez, laprugókhoz és sínelemekhez. A folyamat folyamatos jellege miatt rendkívül hatékony a hosszúkás alkatrészek esetében.
Ideges kovácsolás
A felforgatott kovácsolás megnöveli az acélrúd vagy rúd keresztmetszeti területét azáltal, hogy a tengelye mentén összenyomja, lerövidíti a hosszt és növeli az átmérőt egy adott zónában. Csavarok, csapok, szelepek és karimás tengelyek készülnek így. A nagy sebességű kovácsológépek több ezer alkatrészt tudnak gyártani óránként, így ez az egyik legproduktívabb kovácsolási módszer a kötőelemek és hasonló hardverek számára.
Hideg kovácsolás
A fenti módszerekkel ellentétben a hidegkovácsolás szobahőmérsékleten vagy annak közelében történik. Az acél a folyamat során megkeményedik, ami tulajdonképpen növeli a felületi keménységet és szilárdságot. A tűréshatárok kivételesen szűkek (±0,05–0,1 mm), a felületkiképzés pedig kiváló, így gyakran nincs szükség esztergálásra vagy csiszolásra. A kompromisszum a nagyobb nyomóerő szükségessége, valamint az alkatrészgeometriára és az acélminőségre vonatkozó korlátozások. Az alacsony szén- és közepes széntartalmú acélok a legalkalmasabbak hidegkovácsolásra.
Lépésről lépésre: Hogyan történik az acélkovácsolás a gyakorlatban
A folyamat lépéseinek ismerete számít, hogy egy alkatrészt alakíthatóságra tervez, vagy a beszállító gyártási szintjét auditálja. Így halad a szabványos zárt szerszámos acél kovácsolási folyamat a nyersanyagtól a kész alkatrészig.
- Anyag kiválasztása és tuskó elkészítése: A megfelelő acélminőséget a kész alkatrész mechanikai tulajdonságaira vonatkozó követelmények alapján választjuk ki. A gyakori minőségek közé tartozik az 1045 (közepes széntartalmú, általános ipari), a 4140 (króm-molibdén, nagy szilárdságú), a 4340 (nikkel-króm-molibdén, repülési) és a 17-4 PH rozsdamentes (korrózióálló, nagy szilárdságú). A rudat vagy a tuskót a számított térfogatra vágják – kissé túlméretezve, hogy figyelembe vegyék a felvillanást és a vízkőveszteséget.
- Fűtés: A tuskót gáztüzelésű vagy indukciós kemencébe töltik, és a kovácsolás célhőmérsékletére hozzák. A legtöbb szén- és ötvözött acél esetében ez 1150–1250°C. Kritikus a hőmérséklet egyenletessége a tuskó keresztmetszetében – az 50°C-nál nagyobb hőmérsékleti gradiens repedést vagy hiányos szerszámkitöltést okozhat. Az indukciós melegítés előnyös a szoros hőmérsékletszabályozás és a vízkőképződés csökkentése érdekében.
- Vízkőmentesítés: A forró acél melegítés közben oxidréteget képez. A kovácsolás előtt ezt a lerakódást nagynyomású vízsugárral (általában 100-200 bar) távolítják el, vagy egy első könnyű ütéssel a szerszámban, ami eltöri a vízkövet és megakadályozza, hogy az alkatrész felületébe nyomódjon, ami felületi hibákat okoz.
- Előalakítás (ha szükséges): Az összetett alkatrészek gyakran egy vagy több előformázási lépést igényelnek, hogy a fémtömeget közelebb osszanak el a végső formához, mielőtt a befejező szerszám lenyomatát lenyomják. Ez csökkenti a szerszám kopását és javítja a fém áramlását az utolsó ütésben. Az előformázás különálló szerszámüregekben történik ugyanazon a présen vagy kalapácson.
- Kovácsolás befejezése: Az előformázott tuskó átkerül a vágószerszám üregébe, és megütik – vagy kalapáccsal (a gravitációs vagy gőzkalapács ismétlődő ütéseket ad le), vagy egy préssel (mechanikus vagy hidraulikus prés, amely szabályozott egyetlen löketet ad). Az acél teljesen kitölti az üreget, és az elválasztó vonal körül vaku extrudál.
- Vakuvágás: Még forrón (vagy lehűlés után a vágóprésekhez) a kovácsolt anyagot egy vágószerszámba helyezik, és a vakut egyetlen mozdulattal leütik. A precíziós alkatrészek esetében a levágott kovácsolás még melegen újra beüthető egy méretező szerszámba, hogy kijavítsa a visszarugaszkodást és javítsa a méretpontosságot.
- Hőkezelés: Az acélminőségtől és a végső mechanikai tulajdonságokkal szemben támasztott követelményektől függően a kovácsolt alkatrészeket normalizálják, izzítják, hűtik és temperálják, vagy oldatos kezelést és öregítést végeznek. A 4140-es acél kioltása és megeresztése például 655 MPa-ról (normalizált) 1000 MPa fölé emelheti a szakítószilárdságot.
- Megmunkálás: Még a hálóhoz közeli kovácsolásoknál is jellemzően CNC esztergálásra, marásra, fúrásra és köszörülésre van szükség a végső mérettűrések, a felületi minőség és a közvetlenül nem kovácsolható tulajdonságok (menetek, furatok, kulcshornyok) elérése érdekében.
- Ellenőrzés és tesztelés: A kész kovácsolt anyagokat méretre (CMM vagy kézi mérés), szemrevételezéssel (felületi repedések, átlapolások, varratok) és gyakran roncsolásmentes vizsgálattal – mágneses részecskevizsgálattal (MPI) felületi hibákra, ultrahangos vizsgálattal (UT) belső üregekre – ellenőrzik. A mintaszelvényeken végzett mechanikai tesztelés igazolja a keménységet, a szakítószilárdságot, az ütésállóságot és a kifáradási teljesítményt.
A kovácsolásnál gyakran használt acélminőségek és tulajdonságaik
Az anyagválasztás elválaszthatatlan a kovácsolási folyamattól. Az acélminőség meghatározza a kovácsolás hőmérsékleti tartományát, a szerszám élettartamát, a szükséges préselési kapacitást, a kovácsolás utáni hőkezelést és végső soron a kész alkatrész teljesítményét.
| Acél minőség | Kovácsolás hőmérsékleti tartománya | Szakítószilárdság (Q&T) | Kulcsfontosságú alkalmazások |
|---|---|---|---|
| AISI 1045 | 1150-1230°C | ~570-700 MPa | Tengelyek, fogaskerekek, tengelykapcsolók |
| AISI 4140 | 1100-1230°C | ~900–1100 MPa | Karimák, fúróperemek, tengelyek |
| AISI 4340 | 1100-1200°C | ~1000–1500 MPa | Futómű, főtengelyek, repülőgép |
| AISI 316 rozsdamentes | 1149-1260°C | ~515–690 MPa | Szelepek, szerelvények, tengeri hardver |
| F51 Duplex SS | 1050-1150°C | ~620-880 MPa | Tenger alatti alkatrészek, vegyi üzem |
| 17-4 PH Rozsdamentes | 1040-1150°C | ~930–1310 MPa | Repülési, orvosi, szivattyútengelyek |
Egy praktikus megjegyzés a rozsdamentes acél kovácsolásához: az ausztenites minőségek, mint a 316, nagyobb folyási feszültséggel rendelkeznek, mint a szénacélok, ami azt jelenti, hogy a présnek nagyobb kapacitásra van szüksége azonos alkatrészmérethez. Ezenkívül hajlamosabbak a deformálódásra, ami repedést okozhat, ha a menetek közötti újramelegítés nem megfelelően történik. A duplex minőségek még érzékenyebbek a hőmérsékletre – a keskeny kovácsolási ablakon kívüli munkavégzés destabilizálhatja a ferrit-ausztenit egyensúlyt és ronthatja a korrózióállóságot.
A kovácsolható acél alkatrészek fő tervezési szabályai
A kovácsolás nélkül tervezett alkatrészek előállítása gyakran lényegesen többe kerül, vagy nem használják ki a folyamat szerkezeti előnyeit. Ezen tervezési elvek kezdettől fogva történő alkalmazása elkerüli a későbbi költséges újratervezést.
Huzatszögek
A zárt szerszámos kovácsolás minden függőleges felületének behúzási szögre van szüksége, hogy az alkatrészt ki lehessen dobni a szerszámból. Az acélkovácsolások szabványos huzata 5-7° külső felületeken és 7-10° belső felületeken . A nulla huzatú vagy negatív huzatú jellemzők bonyolultabb szerszámokat igényelnek kilökőcsapokkal vagy osztott szerszámokkal, ami jelentősen megnöveli a költségeket.
Filé és saroksugár
Az éles belső sarkok feszültségkoncentrációt hoznak létre a szerszámban és a kész alkatrészben. A minimális 3 mm-es belső levágási sugár praktikus kiindulási pont, erősen terhelt zónákban pedig a 6 mm-es vagy annál nagyobb az előnyös. A külső saroksugárnak legalább 1,5 mm-nek kell lennie. A megfelelő filézéssel ellátott részek élettartama akár 3-szoros növekedést mutat az éles átmenetekhez képest.
Elválasztó vonal elhelyezése
Az elválási vonal az, ahol a két kockafél találkozik. Az alkatrész legnagyobb keresztmetszetére kell helyezni, hogy minimalizálja a szerszámmélységet és a villogást. Az egyenes, lapos elválási vonal a legegyszerűbb és legolcsóbb megoldás. Az ívelt vagy szögletes elválasztóvonalak bonyolultabbá teszik a szerszámozást, de bizonyos geometriák esetén szükségesek lehetnek.
Metszetvastagság változás
Ugyanazon alkatrészen belül a keresztmetszeti vastagság nagy eltérései egyenetlen fémáramlást okoznak a kovácsolás során. A vékony részek gyorsabban telnek meg és gyorsabban hűlnek le, mint a vastagok, ami alultöltéshez vagy repedéshez vezet. Ökölszabályként érvényes, hogy a maximális és minimális falvastagság aránya egy acélkovácsolásban nem haladhatja meg a 4:1-et anélkül, hogy gondos előforma-tervezést végeznének az anyag előterítésére.
Gabonaáramlás orientáció
Az acélkovácsolás egyik legjelentősebb előnye az öntéssel vagy a rúdanyag-megmunkálással szemben, hogy a szemcseáramlást a legnagyobb igénybevételi irányhoz lehet igazítani. A rúd tengelye mentén hosszirányú szemcseáramlással kovácsolt hajtórúd fáradtságállósága sokkal jobb, mint a rúdanyagból megmunkált, ahol a szemcse keresztirányban fut át a kritikus szakaszokon. Tervezze meg az alkatrészt úgy, hogy az elsődleges terhelési tengely egy vonalba essen a fő kovácsolás irányával.
Acélkovácsolás vs. öntés vs. megmunkálás rúdkészletből
A mérnökök gyakran szembesülnek a választással a kovácsolás, az öntés és a megmunkálás között, amikor kiválasztják a szerkezeti acél alkatrészek gyártási módját. Mindegyik módszernek külön teljesítmény- és költségprofilja van.
| Kritérium | Acélkovácsolás | Öntés | Megmunkált bárkészlet |
|---|---|---|---|
| Szakítószilárdság | Magas (szemcsésen finomított) | Közepes (porozitási kockázat) | Jó (osztályzattól függően) |
| Fáradtság Élet | Kiváló | Alsó (belső hibák) | Jó, ha a szemcsék igazodnak |
| Geometriai komplexitás | Mérsékelt | Magas | Magas (CNC) |
| Szerszámköltség | Magas (dies) | Mérsékelt (patterns/molds) | Alacsony vagy semmi |
| Egységköltség nagy mennyiség mellett | Alacsony | Alacsony to moderate | Magas (material waste) |
| Belső hibák | Minimális (üregek zárva) | Lehetséges (zsugorodás, porozitás) | A bár minőségétől függ |
| Átfutási idő (prototípus) | Hosszú (szerszámgyártás) | Mérsékelt | Rövid |
A döntés általában három tényezőn múlik: az éves gyártási mennyiségen, a szükséges mechanikai teljesítményen és az alkatrész összetettségén. Bonyolult belső járatokkal vagy alámetszéssel rendelkező alkatrészek esetében az öntvény gyakran csak a geometria alapján nyer. Az autóiparban, a repülőgépiparban vagy az olaj- és gáziparban használt nagy mennyiségű szerkezeti alkatrészek esetében a kovácsolás szinte mindig nyeri a teljesítményt és az életciklus-költséget. A rúdkészletből történő megmunkálás a prototípusok, nagyon kis tételek vagy olyan alkatrészek esetében a legésszerűbb, amelyek egyszerűen túl kicsik ahhoz, hogy gazdaságosan megkovácsolják.
Az acélkovácsolás gyakori hibái és azok megelőzése
Még a megfelelő folyamatparaméterek mellett is előfordulhatnak olyan hibák az acélkovácsolásokon, amelyek veszélyeztetik a szerkezeti integritást. Ha tudjuk, hogy mi okozza az egyes hibákat, és hogyan lehet azokat korán elkapni, megelőzhető a költséges terepi meghibásodás.
Lapok és hajtogatások
Lapok akkor keletkeznek, amikor egy felületi ráncot vagy túlnyúlást visszahajtunk és ragasztás nélkül belekovácsolunk az alkatrész felületébe. Lineáris felületi hibákként jelennek meg, jellemzően az elválási vonallal párhuzamosan. A kiváltó ok általában a nem megfelelő előforma, a túlzott villanás vagy a rossz fémáramlás eloszlása a szerszámban. A mágneses részecskék vizsgálata megbízhatóan észleli a felületen lévő köröket. A megelőzés megköveteli a megfelelő előforma-tervezést és a szerszámüreg optimalizálását.
Alultöltés
Az alátöltés azt jelenti, hogy a szerszámüreg nem volt teljesen feltöltve acéllal a kovácsolás során, így sekély bemélyedések maradtak az alkatrész felületén. Az okok közé tartozik az elégtelen tuskótömeg, a túl alacsony kovácsolási hőmérséklet, a túlzott felfúvódás, amely az üreg kitöltése előtt elszívja az anyagot, vagy a nem megfelelő préselési kapacitás. A méretellenőrzés a legtöbb esetben kiszúrja az alultöltést, de jobb az első gyártási menetben mintametszéssel.
Repedés
Felületi repedések akkor alakulnak ki, ha az acélt túl alacsony hőmérsékleten kovácsolják (a képlékeny-törékeny átmenet tartománya alatt), ha az alakváltozási sebesség túl magas, vagy ha az acél túlzott kén- vagy foszfortartalma elősegíti a forró rövidülést. Belső repedések (felszakadási hibák) akkor keletkeznek, amikor a kovácsolás során a magban húzófeszültségek alakulnak ki, gyakran nehéz szakaszokon. A legtöbb ötvözött acél esetében a kovácsolási hőmérséklet 1050 °C feletti tartása és a túlzott menetenkénti redukció elkerülése megakadályozza a repedési hibák többségét.
Dekarbonizáció
A magas hőmérsékletű levegőnek való hosszan tartó expozíció hatására a szén kidiffundál az acél felületi rétegből, és egy puha, alacsony széntartalmú zónát hoz létre, amely csökkenti a keménységet és a fáradtságállóságot. A nyílt lángú kemencékben fűtött részeken nem ritka a 0,3–0,8 mm-es széntelenítési mélység. Szabályozott atmoszférájú kemencék vagy indukciós fűtés használata jelentősen csökkenti a széntelenítést, és az érintett réteg lemunkálása a szokásos megoldás, ha ez előfordul.
Die Shift
A szerszámeltolódás akkor következik be, amikor a felső és az alsó matricafél rosszul illeszkedik a kovácsolás során, és olyan alkatrész keletkezik, amely eltolódik az elválási vonalnál. Már 0,5 mm-es eltolás is okozhatja az alkatrész méretvizsgálatának meghiúsulását. A szerszámbeállítás rendszeres ellenőrzése és a kulcsok megfelelő helyének karbantartása megakadályozza ezt a gyártási hibát.
Az acélkovácsolásra támaszkodó iparágak és miért
Az acélkovácsolás iránti keresletet olyan iparágak vezérlik, ahol a szerkezeti meghibásodás nem lehetséges. Annak megértése, hogy hol és miért van megadva a kovácsolás, segít a vevőknek igazolni a szerszámokba való befektetést, és segít a mérnököknek abban, hogy a kovácsolást a versengő folyamatokkal szemben érjék el.
- Autóipar: A hajtórudak, a főtengelyek, a kormánycsuklók, a kerékagyak, a vezérműtengelyek és a sebességváltó fogaskerekek szinte univerzálisan kovácsoltak. Egy tipikus személygépkocsi 35-45 kg kovácsolt acél alkatrészeket tartalmaz. A kovácsolt acél fáradtsága és ütésállósága az oka annak, hogy ezeket a biztonság szempontjából kritikus alkatrészeket nem öntötték.
- Olaj és gáz: A fúrószárak, fúróperemek, BOP alkatrészek, szeleptestek, karimák (ANSI/ASME B16.5) és tenger alatti csatlakozók kovácsolást igényelnek, hogy ellenálljanak a szélsőséges fúrási nyomásnak (egyes alkalmazásokban akár 15 000 psi üzemi nyomásnak) és a korrozív környezetnek. Az ASME/ANSI és az API szabványok sok ilyen komponens esetében kovácsolást írnak elő.
- Repülőgép: A futómű rugóstagjai, a szárnyrögzítő szerelvények, a motortartók és a turbinatárcsák nagy szilárdságú ötvözött acélokból és szuperötvözetekből kovácsoltak. A repülőgépipar szigorú követelményei a nyomon követhetőségre, a tanúsított anyagvizsgálati jelentésekre és a roncsolásmentes vizsgálatokra a kovácsolást teszik az alapértelmezett választássá a szerkezeti repülőgépváz-alkatrészek esetében.
- Áramtermelés: A gőzturbina rotorjai, generátortengelyei és nyomástartó edényfejei az atomerőművekben és a hagyományos erőművekben a legnagyobb gyártott kovácsolások közé tartoznak – az egyetlen nyitott kovácsolás 150-300 tonnát is nyomhat. A 30-60 évig kombinált hő- és mechanikai igénybevétel mellett üzemelő alkatrészek anyagintegritása csak ellenőrzött kovácsolással és hőkezeléssel érhető el.
- Bányászati és építőipari berendezések: A buldózer lánctalpas láncszemei, a kotrókanál csapok, a kőzúzó kalapácsai és a fúrórudak erős ütéseknek és kopásnak vannak kitéve. A magas mangántartalmú és gyengén ötvözött acél kovácsolt anyagok ilyen körülmények között sokkal jobban ellenállnak a deformációnak és a törésnek, mint az öntött alternatívák.
- Védekezés: A tüzérségi lövedékeket, a páncéltörő áthatolókat, a harckocsipálya-alkatrészeket és a lövegcsöveket úgy kovácsolják, hogy megfeleljenek a katonai előírásoknak, amelyek megkövetelik a különleges keménységet, szívósságot és méretkonzisztenciát, amelyeket más eljárásokkal nem lehet elérni.
Minőségi szabványok és tanúsítványok acélkovácsolásokhoz
Ha az acélkovácsot a vonatkozó szabványokra való hivatkozás nélkül vásárolja meg, a vásárlók ki vannak téve a minőségi ingadozásoknak és a nem megfelelő alkatrészeknek. Az acélkovácsolás minőségére vonatkozó főbb szabványokat érdemes ismerni a beszerzési megrendelés megírása előtt.
- ASTM A668 / A668M: Szabványos specifikáció szén- és ötvözött acél kovácsolásokhoz általános ipari felhasználásra. Nyolc olyan osztályt fed le, amelyek mechanikai tulajdonságaira vonatkozó követelmények 485 MPa (D osztály) szakítószilárdságtól 830 MPa (L osztály)ig.
- ASTM A182: Lefedi a kovácsolt vagy hengerelt ötvözetből és rozsdamentes acélból készült csőkarimákat, kovácsolt szerelvényeket és szelepeket a magas hőmérsékletű kiszolgáláshoz. Széles körben hivatkoznak rá az olaj- és gázipari, valamint a vegyi feldolgozási előírásokban.
- ASTM A105: Szabvány a szénacél kovácsolásokhoz környezeti és magasabb hőmérsékletű csővezetékekhez. Ez az egyik leggyakrabban kimondott specifikáció az ipari csőrendszerek karimáira és szerelvényeire vonatkozóan.
- API 6A / 6D: Az American Petroleum Institute szabványai a kútfej- és karácsonyfa-berendezésekre (6A) és a csővezeték-szelepekre (6D). Ezek a szabványok meghatározzák az anyagosztályokat, a vizsgálati követelményeket és a nyomon követhetőségi dokumentációt a szénhidrogén-szolgáltatásban használt kovácsolt alkatrészekhez.
- AMS (Aerospace Material Specifications): A SAE AMS szabványok, mint például az AMS 2750 (pirometria hőkezeléshez) és az anyagspecifikus AMS-minőségek (pl. AMS 6414 a 4340 acélhoz) szabályozzák az űrkutatást. A megfelelőséghez dokumentált kemencekalibráció, tanúsított anyagvizsgálati jelentések és első cikkvizsgálat szükséges.
- ISO 9001 / IATF 16949: Minőségirányítási rendszer tanúsítása általános ipari (ISO 9001) és autóipari (IATF 16949) kovácsolás beszállítói számára. Ezek a tanúsítványok azt jelzik, hogy a beszállító dokumentált minőségbiztosítási rendszert működtet, de önmagukban nem garantálja, hogy a termék megfelel az adott mechanikai előírásoknak.
Mindig kérjen anyagvizsgálati jelentést (MTR), méretvizsgálati jelentést és NDE jelentést minden egyes kovácsolt szállítmányhoz. Kritikus alkalmazások esetén a kovácsműhelyben végzett tanúteszt az általános gyakorlat az űrrepülésben és a nukleáris beszerzésben.
Gyakran ismételt kérdések az acélkovácsolással kapcsolatban
Mekkora a minimális rendelési mennyiség a zárt sajtolású acélkovácsolásokhoz?
A legtöbb zárt szerszámmal működő kovácsműhely 100–500 darabos minimális rendelési mennyiséget (MOQ) határoz meg új szerszámozási projektekhez, bár ez az alkatrészmérettől és összetettségtől függően változik. A kis, egyszerű alkatrészek esetében egyes üzletek 50 darabos próbaüzemet is fontolóra vesznek. A fő korlát a magas szerszámköltség – a szerszámköltség kevesebb alkatrészre osztva jelentősen megnöveli az egységköltséget. A nyitott kovácsolásnak nincs gyakorlati MOQ minimuma, mivel nincs szükség egyedi szerszámokra.
Mennyi ideig tart a kovácsolt acél elkészítése?
Az új szerszámozással rendelkező zárt kovácsolásoknál az átfutási idő általában 10–16 hét: 4–6 hét a szerszámtervezés és gyártás esetében, 1–2 hét az első cikk szerinti kovácsolási próbáknál, és 2–4 hét a gyártási alkatrészek hőkezelésénél és megmunkálásánál. A nagy alkatrészekhez való nyitott kovácsolás a kovácsműhely kapacitásától és a tuskó elérhetőségétől függően 8-20 hetet vehet igénybe. A meglévő matricákból származó ismételt rendelések általában 4-8 hétig tartanak.
Kovácsolható-e a rozsdamentes acél ugyanazzal a berendezéssel, mint a szénacél?
Igen, ugyanazokat a kalapácsokat és préseket használják, de a rozsdamentes acél – különösen az ausztenites minőségek – nagyobb kovácsolási erőt igényel, mint a szénacél azonos hőmérsékleten a nagyobb áramlási feszültség miatt. Előfordulhat, hogy egy adott szénacél alkatrészméretre besorolt prést le kell minősíteni, vagy az alkatrészt kisebb műveletekre kell osztani, amikor rozsdamentes acélra váltanak. A szerszám élettartama általában rövidebb rozsdamentes acél kovácsolásakor a nagyobb felületi nyomás és a koptató oxidréteg miatt.
A melegkovácsolás különbözik a melegkovácsolástól?
Igen. A melegkovácsolást a hidegkovácsolás és a melegkovácsolás közötti hőmérsékleti tartományban végzik – acél esetében jellemzően 650–950 °C. Ezeken a hőmérsékleteken az áramlási feszültség kisebb, mint szobahőmérsékleten (ez megkönnyíti az alakítást), de az acél nem képezi a melegkovácsolásnál látható nehéz oxidréteget. Az eredmény jobb felületkezelés és szorosabb tűrések, mint a melegkovácsolásnál, kisebb nyomóerővel, mint a hidegkovácsolásnál. A melegkovácsolást közepes összetettségű alkatrészekhez használják, ahol a felület minősége fontos, de a hidegkovácsolási erők gyakorlatiasan nagyok lennének.
Hogyan határozhatok meg helyesen egy kovácsolást a rajzon?
A rajzon szereplő teljes kovácsolási specifikációnak tartalmaznia kell: az acélminőséget (ASTM, AISI vagy AMS jelölés), a hőkezelési állapotot és a szükséges keménységet vagy szakítószilárdságot, a húzási szögre vonatkozó követelményeket, a sarok- és saroksugár minimumát, a kovácsolt felületek felületi minőségét (Ra érték), az elválasztó vonalnál a megengedett meghosszabbodást, a szükséges NDE-módszereket (MPI, UT) és az alkalmazandó anyagvizsgálati követelményeket és az átvételi vizsgálati követelményeket. A vonatkozó ASTM-szabványra való hivatkozás (pl. ASTM A668, F osztály) tisztán összekapcsolja az összes anyag- és vizsgálati követelményt.