Az ötvözött acél lényegesen erősebb, mint a sima szénacél. A minőségtől és a hőkezelés körülményeitől függően az ötvözött acél szakítószilárdsága a 600 MPa 1900 MPa fölé 415 MPa-tól 1600 MPa-ig vagy magasabb folyáshatárral. Ha ötvözött acél kovácsoltként gyártják, ezeket az értékeket tovább növeli a kovácsolási eljárás által létrehozott szemcsefinomítás és irányított szálszerkezet – jellemzően 10–30%-kal jobb kifáradási szilárdságot biztosítva, mint ugyanazon ötvözet öntött vagy hengerelt formában.
Az "ötvözött acél" szó az acélok széles családját takarja. Ami egyesíti őket, az ötvözőelemek – króm, molibdén, nikkel, vanádium, mangán, szilícium vagy ezek kombinációi – szándékos hozzáadása a szabványos szénacél mennyiségénél magasabb szinten. Mindegyik kiegészítés meghatározott célt szolgál: a króm növeli a keményedést és a korrózióállóságot, a molibdén javítja a magas hőmérsékleten való szilárdságot és megakadályozza az edzett ridegséget, a nikkel növeli a szívósságot alacsony hőmérsékleten, a vanádium pedig finomítja a szemcseméretet, miközben növeli a kopásállóságot. A kombinált hatás egy olyan anyag, amely szinte minden mechanikai kategóriában felülmúlja a szénacélt, magasabb nyersanyagár és szigorúbb hőkezelési követelmények árán.
Az ötvözött acél szilárdsági számai: mit mutatnak az adatok valójában
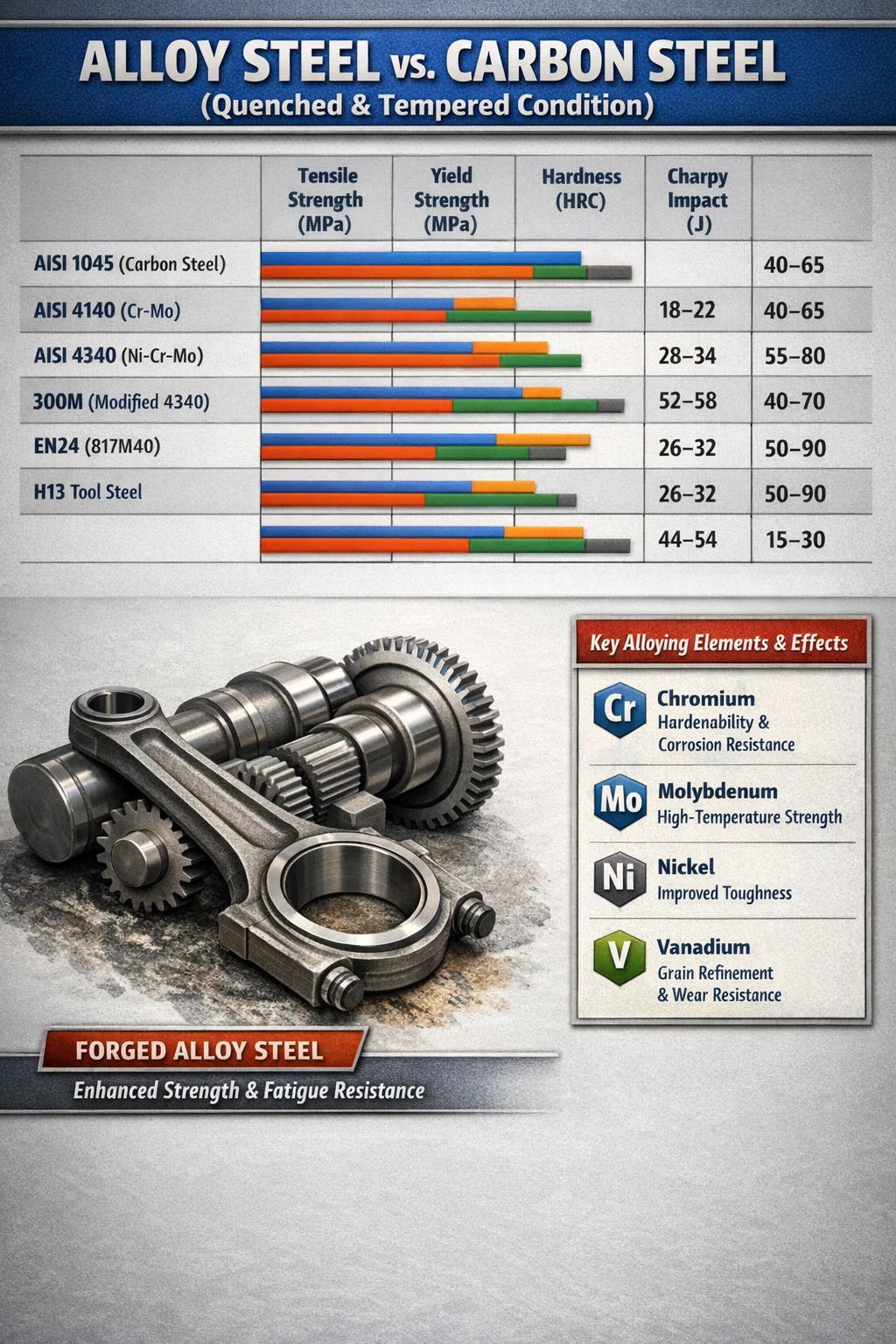
Az ötvözött acélok mechanikai tulajdonságaira vonatkozó adatok a minőségtől, a profilmérettől és a hőkezelés körülményeitől függően jelentősen eltérnek. Az alábbi táblázat számos széles körben használt ötvözött acélminőséget hasonlít össze tipikus hőkezelési körülményeikben a referencia szénacél mellett.
| évfolyam | Szakítószilárdság (MPa) | Hozamszilárdság (MPa) | Keménység (HRC) | Charpy Impact (J) |
|---|---|---|---|---|
| AISI 1045 (szénacél, Q&T) | 570–700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900-1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 | 980–1380 | 35–44 | 40–70 |
| 300M (módosítva: 4340) | 1930–2000 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850-1000 | 700-850 | 26–32 | 50–90 |
| H13 szerszámacél (meleg megmunkálás) | 1200-1600 | 1000–1380 | 44–54 | 15–30 |
Ezek az adatok a 100 mm alatti szabványos rudak vagy kovácsolt keresztmetszetekre vonatkoznak. A nagyobb szakaszok gyengébb tulajdonságokat mutatnak, mivel az edzhetőség korlátozza, hogy a mikrostruktúra milyen egyenletesen fejlődik ki vastag anyagon keresztül – ez a tényező különösen hangsúlyos a szénacéloknál, és kevésbé súlyos a magas ötvözetű minőségeknél, például a 4340-nél.
Miért Ötvözött acél kovácsolás Erősebbek, mint az öntött vagy hengerelt ötvözött acélok
A kovácsolási eljárás olyasmit csinál, amit sem az öntés, sem a hengerlés nem reprodukál teljesen: melegen szabályozott képlékeny alakváltozáson kényszeríti az acélt, ami lezárja a belső porozitást, finomítja a szemcseméretet, és folyamatos szemcseáramlást hoz létre, amely követi a kész alkatrész geometriáját. Az ötvözött acél kovácsolásoknál ez a kombináció olyan mechanikai tulajdonságokat eredményez, amelyek meghaladják ugyanazt az ötvözetet más termékformákban.
A gyakorlati különbség mérhető. A kovácsolt és az öntött 4340-es ötvözött acél összehasonlítása azt mutatja, hogy a kovácsolt változat általában a következőket nyújtja:
- 20-30%-kal nagyobb kifáradási szilárdság ciklikus terhelés mellett
- 15-25%-kal jobb ütésállóság (Charpy által elnyelt energia)
- Fokozott rugalmasság és területcsökkentés a szakítóvizsgálat során
- Nagyobb összhang az ugyanazon a részen belül különböző helyekről vett próbadarabok között
A szemcseáramlási előny különösen jelentős a váltakozó vagy lökésszerű terhelés alatt álló alkatrészeknél. A kovácsolt ötvözött acél hajtórúd vagy forgattyús tengely megszakítás nélküli szemcseáramlást biztosít a rés sugarain keresztül – pontosan ott, ahol a fáradási repedések keletkeznek. Az öntött ekvivalensnek véletlenszerű szemcse-orientációja van ezeken a kritikus helyeken, ezért az autóipari és repülőgépipari mérnökök inkább ötvözött acél kovácsolásokat írnak elő, nem pedig öntvényeket a nagy ciklusú fáradási alkalmazásokhoz.
A zárt fröccsöntött acél kovácsolások következetesen megfelelnek vagy meghaladják az ASTM A668, az EN 10250 és az AMS szabványokban meghatározott mechanikai tulajdonságok minimumát, míg a névlegesen azonos összetételű öntvényeknél gyakran szükség van minőségcsökkentésre vagy biztonsági tényező módosítására, hogy a tervezési határokon belül maradjanak.
Az ötvözőelemek szerepe az ötvözött acél szilárdságában
Az acél minden ötvözőeleme különböző kohászati mechanizmusokon keresztül befolyásolja a szilárdságot. E mechanizmusok megértése megmagyarázza, hogy bizonyos ötvözetkombinációkat miért használnak adott szilárdsági célokhoz.
Króm (Cr)
A krómot 0,5% és 18% közötti koncentrációban adják az ötvözött acélokhoz (a felső tartomány a rozsdamentes acél terület). A szerkezeti és kovácsolt ötvözött acélokban a 0,5–1,5% króm jelentősen növeli az edzhetőséget – vagyis az acél edzés után nagyobb szelvényméretekben edzhető át. Ezenkívül stabil karbidokat képez, amelyek javítják a kopásállóságot és növelik az acél megeresztési ellenállását, ami kritikus fontosságú, ha a kovácsolást magasabb hőmérsékleten edzik, hogy megfeleljen a szívóssági követelményeknek anélkül, hogy túl sok szilárdságot veszítene.
Molibdén (Mo)
A molibdén az egyik leghatékonyabb keményítőszer hozzáadott tömegegységenként. Már a 0,15–0,30% Mo is jelentős eltolódást okoz a TTT (idő-hőmérséklet-transzformáció) diagramban, lehetővé téve, hogy lassabb hűtési sebességgel még mindig teljes martenzit átalakulás érhető el nagy ötvözött acél kovácsolásoknál. A molibdén gátolja az edzett ridegedést is – a szemcsehatár gyengülésének egy olyan formáját, amely a 375–575°C-os tartományban edzett Ni-Cr acélokat érinti –, így a Mo-tartalmú 4140-es és 4340-es típusok megbízhatóbbak a nehéz profilú alkalmazásokhoz.
Nikkel (Ni)
A nikkel széles hőmérséklet-tartományban növeli a szívósságot, beleértve a nulla alatti hőmérsékletet is, ahol a legtöbb szén- és gyengén ötvözött acél törékennyé válik. A 9%-os nikkeltartalmú acél esetében a képlékeny törésről a rideg törésre (DBTT) való átmenet -196°C alá tolható, ezért a nikkelötvözetű acélokat kriogén nyomástartó edényekhez és LNG-tárolókhoz írják elő. A 4340-ben található 1,8%-os Ni-szintnél az elsődleges előny a jobb törési szilárdság a folyáshatár feláldozása nélkül – ez a kombináció a 4340-es ötvözött acél kovácsolásokat szabványos választássá teszi a repülőgép futóműveihez, a lövedékekhez és a nagy teljesítményű hajtáslánc-alkatrészekhez.
Vanádium (V)
A vanádium erős szemcsefinomító és keményfémképző. Akár 0,05–0,15%-os koncentrációban hevítés közben rögzíti az ausztenit szemcsehatárait, így hőkezelés után finomabb szemcseméretet hoz létre. A finomabb szemcsék nagyobb folyáshatárt (Hall-Petch kapcsolat) és jobb szívósságot jelentenek – ritka kombináció. A vanádium központi szerepet játszik a mikroötvözött kovácsacélok (például a 38MnVS6) tervezésében, ahol ellenőrzött hűtés közben csapadékos keményedést biztosít, lehetővé téve, hogy az ötvözet különálló kioltási és temperálási ciklus nélkül megfeleljen a szilárdsági követelményeknek.
Mangán (Mn)
A mangán minden ötvözött acélban jelen van, de a szénacél alapvonala fölé emelkedik (ötvözetminőségekben jellemzően 0,6–1,8% Mn), hogy a szilárd oldatos szilárdítás révén növelje a keménységet és a szakítószilárdságot. Ezenkívül a kénnel kombinálva MnS zárványokat képez, ami előnyös a megmunkálhatóság szempontjából. A nagyon magas mangánszint (12% felett) olyan ausztenites acélokat hoz létre, amelyek rendkívül gyorsan megkeményednek – teljesen más tulajdonságprofilt használnak a kopólemezeknél és a törőalkatrészeknél, nem pedig a precíziós ötvözött acélkovácsolásoknál.
Hogyan határozza meg a hőkezelés a végső szilárdságot az ötvözött acél kovácsolásoknál?
A kovácsolt állapot ritkán a végső állapot a szerkezeti szolgáltatásban használt ötvözött acél kovácsolásoknál. A kovácsolás utáni hőkezelés szabályozza a végső mikroszerkezetet – és ezzel együtt a szilárdság, keménység és szívósság egyensúlyát. Ugyanez a 4140-es kovácsolás 700 MPa (hevített) és 1400 MPa feletti (átkeményített és alacsony hőmérsékleten temperált) szakítószilárdsággal szállítható, teljes mértékben a megadott kovácsolás utáni hőkezeléstől függően.
Quench and Temper (Q&T)
Ez a legelterjedtebb hőkezelés az ötvözött acél kovácsolásoknál. A kovácsolt anyagot ausztenitizálják (jellemzően 830–870 °C-on 4140-nél, 800-845 °C-on 4340-nél), olajban vagy vízben lehűtik martenzitté, majd 150 °C és 650 °C között szabályozott hőmérsékleten temperálják. A megeresztési hőmérséklet az elsődleges változó, amely szabályozza a végső szilárdságot: a 200°C-os temperálás maximális keménységet, de gyenge ütésállóságot biztosít; a 600°C-on végzett temperálás némi szilárdságot áldoz fel, de kiváló szívósságot eredményez. A 4340 kovácsolás 315 °C-on edzett körülbelül 1650 MPa szakítószilárdságot ér el; ugyanaz az 595°C-on temperált kovácsolás körülbelül 1000 MPa-ra csökken, de több mint háromszor nagyobb ütési energia értéket ad.
Normalizálás és temperálás
A normalizálás – az ausztenitesítési hőmérsékletről történő levegőhűtés, nem pedig a kioltás – a Q&T-nél kisebb szilárdságú, de nagyobb keresztmetszeteken egyenletesebb tulajdonságú perlites vagy bainites mikrostruktúrát hoz létre. Nagyon nagy ötvözött acélkovácsolásoknál, például turbinatengelyeknél vagy nyomástartó edénykarimáknál, ahol az átkeményedés fizikailag lehetetlen, a normalizálás és a temperálás a szabványos hőkezelés, amellyel a 700–900 MPa szakítószilárdság érhető el az olyan minőségeknél, mint a 4140 nehéz szakaszokon.
Csapadék keményedés és öregedés
Egyes ötvözött acélok – különösen a martenzites acélok és a csapadékkeményedéses rozsdamentes acélok – nem martenzitképződéssel, hanem finom intermetallikus vegyületek kiválásával érik el rendkívüli szilárdságukat a 480-510°C-on végzett szabályozott öregedési kezelés során. A maraging 350 ötvözött acél kovácsolás 2400 MPa folyáshatárt érhet el ezen a mechanizmuson keresztül, amely továbbra is a kereskedelmi méretekben gyártott és szerkezeti alkalmazásokban használt acéltermékek közül a legmagasabb szilárdsági tartomány, amely elérhető.
Az ötvözött acél szilárdsága más anyagokkal szemben: közvetlen összehasonlítások
Az ötvözött acél szilárdságának összefüggésbe helyezése más szerkezeti anyagokkal segít megmagyarázni, hogy a titánötvözetek, alumíniumötvözetek és fejlett kompozitok elérhetősége ellenére miért továbbra is ez a domináns választás az igényes kovácsolási alkalmazásokban.
| Anyag | Szakítószilárdság (MPa) | Hozamszilárdság (MPa) | Sűrűség (g/cm³) | Fajlagos szilárdság (MPa·cm³/g) |
|---|---|---|---|---|
| 4340 ötvözött acél (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140–185 |
| 1045 szénacél (Q&T) | 570–700 | 380–520 | 7.85 | 73–89 |
| Titán Ti-6Al-4V (kovácsolt) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| Alumínium 7075-T6 (kovácsolt) | 500–570 | 430-500 | 2.81 | 178–203 |
| Szürke öntöttvas | 170–250 | N/A (törékeny) | 7.20 | 24–35 |
Abszolút szilárdság alapján az ötvözött acél kovácsolások versenyképesek a titánnal, és messze meghaladják az alumíniumot és az öntöttvasat. A fajlagos szilárdság alapján (szilárdság egységnyi tömegre vonatkoztatva) a titán és a nagy szilárdságú alumínium felülmúlja az ötvözött acélt, ezért az űrrepülőgép-tervek titánt használnak, ahol a súly az elsődleges hajtóerő. azonban az ötvözött acél kovácsolások olyan szilárdsági egységenkénti költségelőnyt kínálnak, amelyhez a titán nem tud méretarányosan illeszkedni , és nagyobb rugalmassági modulusuk (200 GPa versus 114 GPa a titán esetében) kisebb elhajlást jelent terhelés alatt – ez kritikus a precíziós gépeknél, fogaskerekeknél és minden olyan alkalmazásnál, ahol a feszültség alatti méretstabilitás számít.
A metszet méretének hatása az ötvözött acél kovácsolási szilárdságára
Az ötvözött acél szilárdságának egyik gyakorlati szempontból leglényegesebb és leginkább alulértékelt aspektusa az, hogy a metszetméret növekedésével hogyan romlik. Az edzhetőség – az acél képessége, hogy teljes martenzitre edzett a keresztmetszetében – meghatározza, hogy az elméleti maximális szilárdság mekkora része érhető el ténylegesen egy valós alkatrészben.
Az 1045 szénacél edzhetősége nagyon korlátozott. Egy 25 mm átmérőjű rúdban a vízben történő kioltás csaknem teljesen martenzites mikrostruktúrát eredményez, és közel a maximális szilárdsághoz. Egy 100 mm átmérőjű rúdban a mag túl lassan hűl le ahhoz, hogy martenzitté alakuljon át, és durva perlit marad, amelynek szakítószilárdsága 30-40%-kal kisebb, mint a felület. 200 mm-es átmérőnél még az 1045-ös rúd felülete is hiányos lehet.
A 4140 ötvözött acél króm és molibdén hozzáadásával lényegesen jobb edzhetőséget biztosít. Az átkeményedés egyenletes martenzitté körülbelül 75 mm átmérőig érhető el olajos oltással. A 4340 hozzáadott nikkeltartalommal ezt 100 mm-re vagy még tovább növeli olajhűtésnél. A kritikus keresztmetszetben 200 mm feletti ötvözött acélkovácsolásoknál a kifejezetten nagy szelvényekhez tervezett minőségekre – például 26NiCrMoV14-5 vagy 34CrNiMo6 – van szükség annak biztosítására, hogy a minimális folyáshatárra vonatkozó előírásokat az egész szakaszon betartsák, nem csak a felület közelében.
Ez az oka annak, hogy a turbina rotorokhoz, nehéz főtengelyekhez vagy reaktor nyomástartó edényeihez használt nagy ötvözött acél kovácsolások más anyagminőséget használnak, mint a kisebb alkatrészek: az ötvözetnek elegendőnek kell lennie ahhoz, hogy az 500 mm-es vagy nagyobb átmérőjű kovácsolás középvonaláig elvigye az átkeményedési tulajdonságokat.
Ötvözött acél kovácsolt anyagok fáradási szilárdsága: a ciklikus terhelés valósága
Nem csak a statikus szakítószilárdság és a folyáshatár számít. A legtöbb szerkezeti meghibásodás nem egyetlen túlterhelésből, hanem kifáradásból következik be – a repedések fokozatos növekedése ismételt ciklusos terhelések hatására, amelyek jóval a statikus folyáshatár alatt vannak. Ez az a pont, ahol az ötvözött acél kovácsolások olyan előnyöket mutatnak, amelyeket az egyszerű szakítószilárdsági számok nem képesek megragadni.
A kifáradási szilárdság (az a feszültségi amplitúdó, amelyet az anyag 10⁷ cikluson át törés nélkül elvisel) a szakítószilárdság általános összefüggését követi a körülbelül 1400 MPa szakítószilárdságú acélok esetében: a kifáradási határ nagyjából a szakítószilárdság 0,45-0,50-szerese. Ez azt jelenti, hogy az 1000 MPa szakítószilárdságú 4140 ötvözött acél kovácsolás tartóssági határa hozzávetőlegesen 450-500 MPa – nagyjából kétszerese egy 1045 szénacél kovácsolásénak 600 MPa szakítószilárdság mellett.
1400 MPa szakítószilárdság felett ez az egyszerű arány megbomlik. A nagy szilárdságú ötvözött acél kovácsolások egyre érzékenyebbek lesznek a felületkezelésre, a maradék feszültségekre és a mikroszerkezeti tisztaságra. A 4340-es kovácsolás 1600 MPa-on, megmunkált felületkezeléssel sokkal alacsonyabb tényleges kifáradási határt mutat, mint egy polírozott próbatest, mivel a felületi karcolások feszültségkoncentrátorként működnek. Ez az oka annak, hogy a nagy teljesítményű ötvözött acél kovácsolt repülőgépeket és motorsportokat a megmunkálás után sörétes kovácsolásnak vetik alá – a sörétes hámlasztás által kiváltott nyomómaradék feszültségréteg 2-4-szeresére növelheti a kifáradási élettartamot reprezentatív terhelési körülmények között.
Az ellenőrzött kovácsolás, a finomszemcsés hőkezelés és a felületi hámlás kombinációja 700-800 MPa-ra növelheti a 4340-es ötvözött acél kovácsolás effektív kifáradási szilárdságát. – olyan érték, amely az autóiparban és a repülőgépiparban preferálja a kovácsolt alkatrészeket a megmunkált tuskókkal szemben, ahol a szemcseáramlás tetszőleges, és nincsenek felületi összenyomó rétegek.
Kulcsötvözetű acél kovácsolási minőségek és szilárdsági profiljaik
A leggyakrabban meghatározott ötvözött acél kovácsolási minőségek gyakorlati szilárdsági jellemzőinek megértése a mérnökök számára munka referenciát ad a kezdeti anyagválasztáshoz.
AISI 4140: Az általános célú munkaló
A 4140 (0,38–0,43% C, 0,8–1,1% Cr, 0,15–0,25% Mo) a legszélesebb körben használt ötvözött acél kovácsolási minőség általános ipari, valamint olaj- és gázipari alkalmazásokban. Q&T állapotban 900–1100 MPa szakítószilárdságot biztosít megfelelő szívóssággal a legtöbb mechanikai alkalmazáshoz. Ez az alapértelmezett anyag a fúróperemekhez, szerszámcsuklókhoz, tengelykapcsoló hüvelyekhez, karimákhoz és közepes teljesítményű tengelyekhez. Kiváló megmunkálhatósága előedzett állapotban (28-34 HRC) praktikussá teszi olyan műhelyekben, ahol a megmunkálás után nincs hőkezelési képesség.
AISI 4340: Nagy szilárdságú szerkezeti alkalmazások
4340 (0,38-0,43% C, 1,65-2,00% Ni, 0,70-0,90% Cr, 0,20-0,30% Mo) szilárdságban és szívósságban a 4140 feletti lépcsőfokot foglalja el. A nikkel adalék a legfontosabb megkülönböztető tényező: kiterjeszti az edzhetőséget a nagyobb szakaszokra, és drámaian javítja az alacsony hőmérsékleti szívósságot. A 4340-es ötvözött acél kovácsolás a repülőgép futóműveinek (tipikusan 1930 MPa szakítószilárdságnál MIL-S-5000-nél), a nagy dízelmotorok nagy teherbírású főtengelyeinek és a nagy teljesítményű tengelytengelyeknek a szabványos anyaga. Mélyedzhetősége miatt ez a minimálisan elfogadható minőség a 75 mm-es keresztmetszet feletti kovácsolt alkatrészekhez, ahol teljes mechanikai tulajdonságokra van szükség.
300M: Aerospace Ultra-High Strength
A 300M lényegében 1,45–1,80% szilíciummal és 0,05–0,10% vanádiummal módosított 4340. A szilícium hozzáadása késlelteti a martenzit lágyulását az edzés során, lehetővé téve az acél 1930 MPa feletti szakítószilárdságának elérését, miközben a törési szilárdsági értékeket 60 MPa√m felett tartja – ezt a kombinációt a 4340 nem tudja elérni ugyanazon a szilárdsági szinten. Az 1960-as évek óta szinte minden kereskedelmi és katonai repülőgép futómű tengelye 300M ötvözött acélból készült. A biztonság szempontjából kritikus alkalmazás során a fáradtság és a törési szilárdság miatt gyakorlatilag pótolhatatlanná vált a több évtizedes versengő anyagfejlesztés ellenére.
EN36 és EN39: edzett ötvözött acélok
Ezeket a nikkel-króm karburáló minőségeket ötvözött acél kovácsolásokhoz használják, ahol a nagyon kemény, kopásálló felületnek (60-64 HRC) együtt kell élnie egy szívós, ütésálló maggal. Kovácsolás, karburálás vagy karbonitridálás után 0,5-2,0 mm mélységig szén adható hozzá a felülethez. Az eredmény egy olyan alkatrész, amely elnyeli a lökésszerű terheléseket a kemény magon keresztül, miközben ellenáll az érintkezési kifáradásnak és a felületi kopásnak – pontosan ezt a kombinációt követelik meg az erőátviteli és bányászati berendezések nagy teherbírású fogaskerekei, vezérműtengelyei és bordástengelyei.
H13 és H11: Melegmunkaszerszámok acélkovácsolások
A H13 (5% Cr, 1,5% Mo, 1% V) a melegmunka-szerszámok globális szabványa. Ha kovácsolt, nem pedig rúdanyagként állítják elő, a H13 ugyanazokat a szemcseáramlási és sűrűségi előnyöket élvezi, mint a szerkezeti ötvözött acéloknál. A kovácsolt H13 szerszámbetétek alumínium présöntéshez 20-40%-kal hosszabb élettartamot érnek el, mint a rúdból megmunkált alternatívák a dokumentált gyártási összehasonlítások során, egyszerűen azért, mert a kovácsolás lezárja a mikroporozitást és kedvezőbben igazítja a keményfém eloszlását. A H13 üzemkeménysége jellemzően 44–50 HRC, szobahőmérsékleten 1600 MPa feletti nyomószilárdságot biztosít, 600 °C-on pedig 600 MPa feletti értéket tart.
Az ötvözött acél kovácsolási szilárdságának tesztelése és ellenőrzése
Az ötvözött acél kovácsoltságok szilárdsági állításait a legtöbb kritikus alkalmazásban nem fogadják el pusztán az anyagtanúsítványok alapján. A legtöbb beszerzési szabvány előírja a gyártási kovácsolt anyagokból – vagy a kovácsoláshoz csatolt reprezentatív meghosszabbításokból – vett tesztszelvények fizikai tesztelését.
Az ötvözött acél kovácsolt termékek szabványos minősítési tesztjei a következők:
- Szobahőmérsékletű szakítóvizsgálat: Méri a szakítószilárdságot, a 0,2%-os nyúlási szilárdságot, a nyúlási %-ot és a területcsökkenést. Ez a négy érték teljes mértékben jellemzi a statikus mechanikai választ.
- Charpy V-bevágásos ütési teszt: Meghatározott hőmérsékleten (gyakran 0°C, -20°C vagy -40°C az alkalmazástól függően) ez az elnyelt energiát Joule-ban méri, és megerősíti, hogy az anyag nem működik a rideg átmeneti zónájában.
- Brinell vagy Rockwell keménység: A szakítószilárdság gyors, roncsolásmentes proxyja (1 HBW ≈ 3,5 MPa szakítószilárdság az acéloknál), amelyet a kovácsolt anyagok átvizsgálására használnak a roncsolásos vizsgálat előtt és a hőkezelés egyenletességének ellenőrzésére a tételben.
- Ultrahangos vizsgálat (UT): Térfogatvizsgálat a belső hibák kimutatására, amelyek csökkentik a hatékony teherhordó keresztmetszetet. Az ASTM A388 vagy az EN 10228-3 szerinti elfogadási szintek határozzák meg a legnagyobb megengedett jelzési méretet.
- Törési szívósság (K₁c): Repülési és nukleáris ötvözött acélkovácsolásokhoz szükséges. Azt a feszültségintenzitási tényezőt méri, amelynél a repedés instabilan terjed, MPa√m-ben kifejezve. 4340 1380 MPa-nál a szakítószilárdság jellemzően 50–60 MPa√m K₁c-t ér el; A 300M azonos szilárdsági szinten 65-80 MPa√m-t ér el a szilícium módosításnak köszönhetően.
A NACE MR0175 által szabályozott olaj- és gázalkalmazásokban a keménységvizsgálat nem csupán minőségellenőrzés, hanem biztonsági ellenőrzés, mivel a szulfidfeszültség-repedés kockázata miatt 22 HRC-t (kb. 760 MPa szakítószilárdságú) meghaladó ötvözött acélkovácsolás tilos savanyú üzemi környezetben. Ez azon esetek egyike, amikor a megengedett legnagyobb szilárdság kisebb, mint amire az anyag képes, nem pedig a mechanikai terhelési határok miatt, hanem a környezeti repedés hatására.
Valós szilárdsági teljesítmény: ötvözött acél kovácsolások üzemben
A laboratóriumi mechanikai tulajdonságok azt mutatják, hogy az ötvözött acél kovácsolás milyen eredményeket érhet el ellenőrzött körülmények között. A helyszíni szervizben történõ események gyakran teljesebb történetet mesélnek el az erõsség, a fáradtságállóság és a szívósság kombinációjáról, amely az ötvözött acélkovácsolást a domináns választássá teszi a nagy keresletû iparágakban.
A haszongépjárművek hajtásláncaiban a kovácsolt ötvözött acél főtengelyek rutinszerűen 800 000 km-t vagy még többet tesznek meg, anélkül, hogy a specifikációnak megfelelő gyártás során kimerülési hibák jelentkeznének. A gömbölyű öntöttvasból előállított ugyanaz a főtengely-geometria – egy általános költségcsökkentési helyettesítés – egyenértékű feltételek mellett a futásteljesítmény egyharmadánál-félénél kifáradási hibákat mutat, ezért minden nehéz tehergépjármű-gyártó a magasabb anyagköltség ellenére továbbra is ötvözött acél kovácsolást ír elő a főtengelyekhez.
Az olaj- és gázszektorban a 4140 ötvözött acél fúróperem kovácsolása kombinált torziós, hajlítási és axiális terhelés alatt működik az alsó furat-szerelvényekben, és egy kút élettartama során milliószor fordul meg. Az API Spec 7-1 követelményeinek megfelelő, megfelelően hőkezelt 4140-es kovácsolás dokumentált fúróperem meghibásodási aránya rendkívül alacsony – és az előforduló meghibásodások többsége nem megfelelő hőkezelésre, korróziós károsodásra vagy kezelési károsodásra vezethető vissza, nem pedig az eredendő anyaggyengeségre.
Az energiatermelési szektorban a gőzturbinákhoz való nagy, alacsony ötvözetű acél forgórészek – jellemzően 25–100 tonnás – az alapterhelésű erőművekben folyamatos ciklikus termikus és mechanikai terhelés mellett 40 év feletti élettartamot mutattak be. A teljesítményrekord egyenes következménye annak a szigorú összetétel-ellenőrzésnek, a vákuum-gáztalanításnak és az átfogó mechanikai tesztelésnek, amelyen a nagy ötvözött acél kovácsolt anyagok a kovácsolási létesítmény elhagyása előtt átesnek. Ilyen méretű és tömegű rotorok egyetlen más gyártási módja sem érte el ugyanezt a megbízhatósági rekordot.