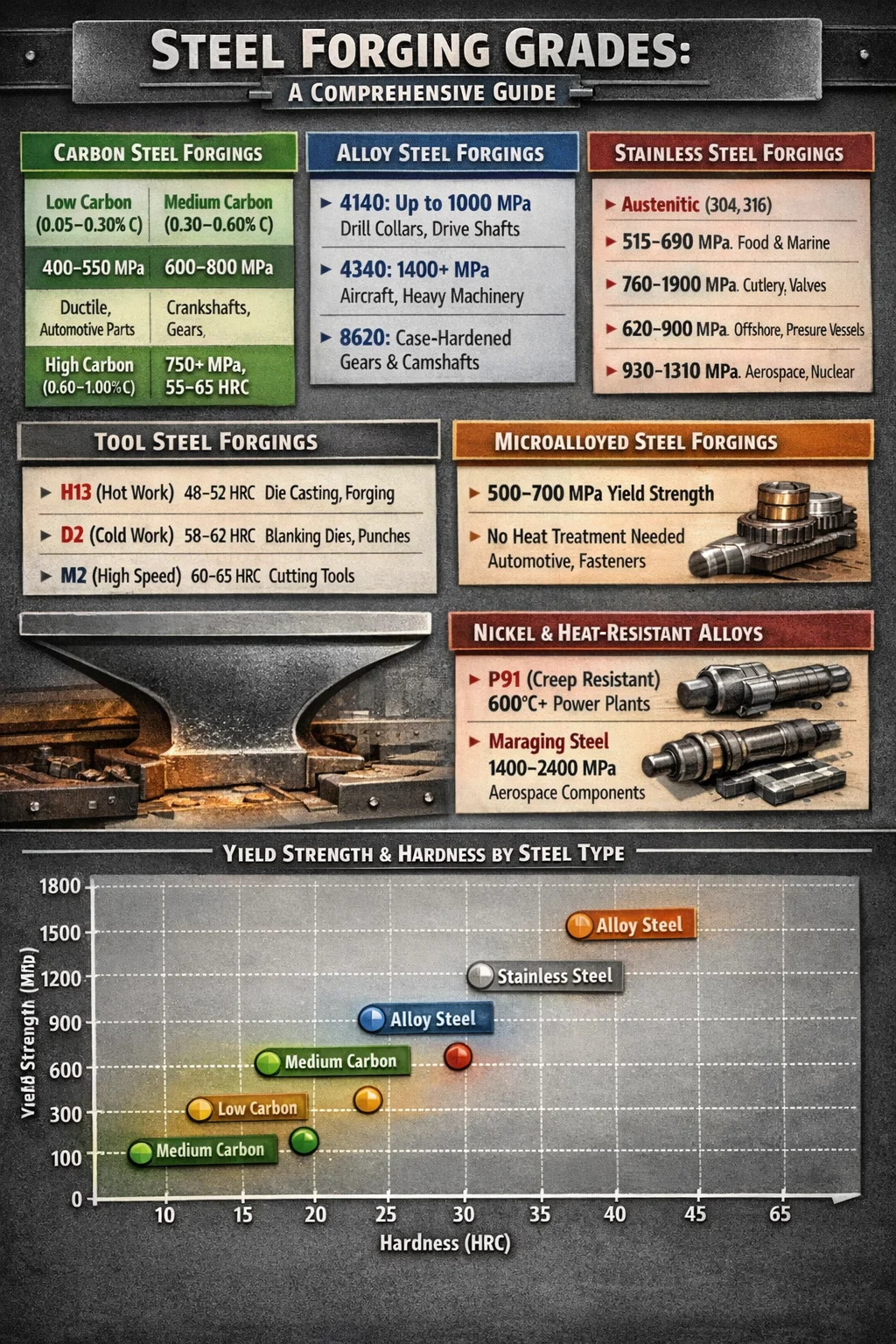
Acél kovácsolás az egyik legrégebbi és legmegbízhatóbb fémmegmunkálási eljárás a gyártásban. A rövid válasz arra, hogy milyen típusú kovácsolt acél létezik: szénacél, ötvözött acél, rozsdamentes acél, szerszámacél és mikroötvözött acél az ipari acélkovácsolásban használt öt elsődleges kategória. Mindegyik típus eltérő mechanikai és környezetvédelmi követelményeket szolgál ki, és a nem megfelelő választás idő előtti meghibásodáshoz, biztonsági kockázatokhoz vagy szükségtelen költségtúllépésekhez vezethet.
Ez a lebontás az egyes kategóriákat részletesen lefedi – miben különböznek egymástól, hol teljesítenek a legjobban, és hogyan néznek ki a számok, ha összehasonlítja a folyáshatárt, a keménységet és az alkalmazási tartományt.
Szénacél kovácsolt termékek: Az ipari munkaló
A szénacél teszi ki az összes acélkovácsolás termelésének többségét világszerte. A széntartalom alapján három alcsoportba sorolható, és ez a szén százalék közvetlen és mérhető hatással van a szilárdságra, keménységre és hajlékonyságra.
Alacsony szén-dioxid-tartalmú acél (0,05% – 0,30% C)
Az alacsony széntartalmú acél kovácsolások rendkívül képlékenyek és könnyen alakíthatók. A szakítószilárdság jellemzően 400 és 550 MPa között van. Ezeket a kovácsolt anyagokat általában szerkezeti elemekhez, gépjármű karosszériaelemekhez és általános célú csavarokhoz használják. Nem reagálnak jól a keményedési hőkezelésre, de könnyen hegeszthetők és megmunkálhatók.
Közepes szénacél (0,30% – 0,60% C)
Ez a legszélesebb körben hamisított tartomány. A közepes széntartalmú anyagok, mint például az AISI 1040 és AISI 1045 erős egyensúlyt kínálnak az erő és a szívósság között. A hőkezelés 600 MPa fölé emelheti a folyáshatárt. Az alkalmazások közé tartoznak a főtengelyek, hajtórudak, tengelyek, fogaskerekek és vasúti alkatrészek. Az AISI 1045 vitathatatlanul a leggyakrabban meghatározott közepes széntartalmú acél kovácsminőség az általános gépészetben.
Magas széntartalmú acél (0,60% – 1,00% C)
A magas széntartalmú kovácsolt anyagok kiváló keménységet és kopásállóságot biztosítanak, de törékenyebbek és nehezebben dolgoznak velük. Rugókhoz, vágószerszámokhoz, drótkötelekhez és sínacélokhoz használják. A keménységi értékek megfelelő hőkezelés után rutinszerűen elérik az 55–65 HRC-t, így gondos tervezési mérlegelés nélkül alkalmatlanok ütésálló alkalmazásokra.
Ötvözött acélkovácsolások: Fokozott teljesítmény a kémia révén
Az ötvözött acél kovácsolások szándékosan tartalmaznak krómot, molibdént, nikkelt, vanádiumot vagy mangánt a szénacélban található mennyiségen felül. Ezek a kiegészítések módosítják az edzhetőséget, a szilárdságot magas hőmérsékleten, valamint a fáradtság és korrózió elleni ellenállást. A teljes ötvözőelem-tartalom jellemzően 1% és 5% között van.
A leggyakrabban előforduló ötvözött acél kovácsolási fokozatok a következők:
- 4140 (Cr-Mo acél): Szakítószilárdság 1000 MPa-ig oltott és temperált állapotban. Olaj- és gázfúróperemekben, védelmi alkatrészekben és autóipari hajtótengelyekben használják.
- 4340 (Ni-Cr-Mo acél): Az egyik legerősebb általánosan használt ötvözött acél, 1400 MPa feletti szakítószilárdsággal, amely hőkezeléssel érhető el. Repülőgép futóműben, nagy teherbírású főtengelyekben és nagy teljesítményű tengelytengelyekben található.
- 8620: A fogaskerekek és vezérműtengelyek számára népszerű tokos edzési minőség, ahol egyszerre van szükség szívós magra és kemény felületre.
- EN36 és EN24: Gyakori az Egyesült Királyságban/Európában a nehéz mérnöki kovácsolásokra, például turbinatengelyekre és atomerőművi alkatrészekre vonatkozó előírások.
Az ötvözött acél kovácsolás előnye a szénacéllal szemben az edzhetőség mélysége. Egy 100 mm átmérőjű, 4140 bar nyomású, egyenletes mikroszerkezetűvé edzhető, míg az azonos átmérőjű sima szénacél keménysége jelentős mértékben csökken a felülettől a magig.
Rozsdamentes kovácsolt acél: Korrózióállóság mechanikai terhelés alatt
A rozsdamentes acél kovácsolt anyagok legalább 10,5 tömegszázalék krómot tartalmaznak, amely passzív oxidréteget képez, amely ellenáll az oxidációnak és a korróziónak. A kovácsolási eljárás finomítja a rozsdamentes acél szemcseszerkezetét oly módon, hogy az öntvény ne tudjon megismétlődni, így kiváló kifáradási szilárdságú és ütésálló alkatrészeket állítanak elő.
A rozsdamentes acél kovácsolásához használt fő családok a következők:
| Család | Közös fokozatok | Tipikus szakítószilárdság | Kulcs alkalmazás |
|---|---|---|---|
| Ausztenites | 304, 316, 321 | 515–690 MPa | Vegyi feldolgozás, élelmiszeripari berendezések, tengeri |
| Martenzites | 410, 420, 440 °C | 760-1900 MPa | Evőeszközök, szelepek, szivattyútengelyek, sebészeti eszközök |
| Duplex | 2205, 2507 | 620-900 MPa | Offshore olaj, sótalanítás, nyomástartó edények |
| Csapadék Edzett | 17-4 PH, 15-5 PH | 930–1310 MPa | Repülési, nukleáris, nagy teljesítményű szelepek |
A 316L-es rozsdamentes acél kovácsolás különösen domináns a gyógyszeriparban és az élelmiszer-feldolgozásban, mivel az alacsony széntartalom minimálisra csökkenti a hegesztés során bekövetkező szenzibilizáció kockázatát, a molibdén hozzáadása (2-3%) pedig jelentősen javítja a kovácsolási ellenállást kloridos környezetben. A Duplex grade 2205 nagyjából kétszer akkora folyáshatárt kínál, mint a 316L, körülbelül 450 MPa-nál, ami vékonyabb faltervezést és csökkentett alkatrésztömeget tesz lehetővé az élettartam csökkenése nélkül.
Szerszámacél kovácsolt termékek: extrém keménység formázási és vágási alkalmazásokhoz
A szerszámacélokat kifejezetten úgy tervezték, hogy megőrizzék keménységüket és alakjukat extrém mechanikai igénybevétel, kopás és hő hatására. A kovácsolási eljárással előállított szerszámacélok finomított, egységes szemcseszerkezetet fejlesztenek ki, amely jelentősen túlmutat az öntött vagy hengerelt alternatívákon az igényes szerszámozási alkalmazásokban.
A szerszámacél kovácsolt anyagokat az AISI osztályozási rendszer szerint csoportosítják:
- H-sorozat (Hot Work Tool Steel): Az olyan minőségek, mint a H13 és a H11, úgy vannak kialakítva, hogy ellenálljanak a lágyulásnak 500 °C feletti hőmérsékleten. A H13 a présöntő szerszámok, az extrudáló szerszámok és a melegkovácsoló szerszámok globális szabványa. Hőkezelés után 48–52 HRC-t ér el, miközben megfelelő szívósságot tart fenn ahhoz, hogy túlélje az ismételt hőciklusokat.
- D-sorozat (hideg munka, magas króm): A D2 körülbelül 12% krómot és 1,5% szenet tartalmaz, ami kivételes kopásállóságot biztosít szobahőmérsékleten. Használható szerszámok kivágásához, alakító szerszámokhoz és lyukasztókhoz, ahol kritikus a méretpontosság nagyon nagy gyártási sorozatoknál.
- M-sorozat (nagy sebességű acél): Az M2 és M42 megőrzi vágóélét olyan hőmérsékleten, ahol a szénacél szerszámok elvesztették volna minden keménységét. A wolfram, molibdén és kobalt kombinációja az M42-nek olyan melegkeménységi előnyt biztosít, amely pótolhatatlanná teszi a fúrófejekben, menetfúrókban, marókban és üregekben.
- P-sorozat (acél öntőforma): A műanyag fröccsöntő szerszámokhoz tervezett P20 az egyik legszélesebb körben használt kovácsolt formaacél. Jellemzően 28–34 HRC-vel előedzett állapotban szállítják, így nincs szükség a megmunkálás utáni hőkezelésre.
A szerszámacélok kovácsolása pontos hőmérsékletszabályozást igényel. A H13-at például 1010°C és 1150°C között kell kovácsolni, és a kovácsolás után lassan le kell hűteni, hogy elkerülje a repedést. A nem megfelelő kovácsolási gyakorlat maradékfeszültséget és durva keményfém hálózatokat eredményez, amelyek drámaian csökkentik a szívósságot.
Mikroötvözött acélkovácsolások: közel hálóforma hatékonyság hőkezelés nélkül
A mikroötvözött acélok – más néven HSLA (High Strength Low Alloy) acélok kovácsolási környezetben – olyan modern mérnöki megoldást képviselnek, amely ötvözi a szénacél alakíthatóságát a korábban ötvözött acélt és kovácsolás utáni hőkezelést igénylő szilárdsági szintekkel. A legfontosabb adalékok a vanádium (0,05–0,15%), a nióbium (0,02–0,05%) és a titán, nagyon kis mennyiségben, amelyek finom karbidok és nitridek formájában válnak ki az ellenőrzött hűtés során.
A fő kereskedelmi előny az, hogy a mikroötvözött acélkovácsolással 500–700 MPa folyási szilárdságot érhetnek el edzés és megeresztés nélkül, ami kiküszöböli a gyártási ciklus jelentős költség- és időlépését. Az autógyártók széles körben alkalmazzák a mikroötvözött minőségeket a hajtórudakhoz, a főtengelyekhez és a kormánycsuklókhoz pontosan ezért.
Az általános mikroötvözött kovácsolási minőségek közé tartozik a 38MnVS6, 46MnVS3 és SAE 1548V. Ezeket a minőségeket úgy tervezték, hogy a kovácsolási művelet és az azt követő szabályozott léghűtés egyetlen hőciklusban érje el a végső mechanikai tulajdonságokat, két különálló kemenceműveletet helyettesítve. A nagy volumenű autóipari kovácsolásnál ez alkatrészenként akár 30%-os energiamegtakarítást jelent a kioltási és temperálási módokhoz képest.
Az egyik korlátozás az, hogy a mikroötvözött acélok keskenyebb folyamatablakkal rendelkeznek, mint a hagyományos ötvözött acélok. A befejező kovácsolás hőmérsékletét gondosan ellenőrizni kell - jellemzően 900 °C és 1050 °C között -, hogy biztosítsák a megfelelő csapadék keményedést a hűtés során. A megcélzott mikroszerkezettől való bármilyen eltérés kiszámíthatatlan mechanikai tulajdonságokat és a teljes kovácsolási folyamatok esetleges elutasítását eredményezi.
Nikkel alapú és hőálló acélkovácsolások extrém környezetekhez
A szabványos besorolásokon túl a hőálló és nikkeltartalmú acélkovácsolások speciális kategóriája létezik olyan alkalmazásokhoz, ahol az üzemi hőmérséklet meghaladja a hagyományos ötvözött acélok tolerálhatóságát. Ide tartoznak a kúszásálló minőségek az energiatermeléshez és a repülőgép-turbina tárcsákhoz, valamint a martenzites acélok az ultranagy szilárdságú szerkezeti alkalmazásokhoz.
Kúszásálló acélkovácsok
Az olyan minőségeket, mint a P91 (9Cr-1Mo-V) és a P92 széles körben használják kovácsolt gőzfejekben, szeleptestekben és turbinaházakban a 600 °C feletti hőmérsékleten üzemelő szén- és gázerőművekben. A P91 kovácsolt anyagokat úgy tervezték, hogy ellenálljanak a kúszásnak – a lassú, időfüggő alakváltozásnak tartós terhelés mellett, magas hőmérsékleten –, üzemi körülmények között 100 000 órás minimális kúszási szakadási élettartammal. Krómtartalmuk oxidációállóságot is biztosít, amihez a sima szénacél nem felel meg 450°C felett.
Maraging acélok
A martenzites acélok 18% nikkelt és nagyon alacsony szenet tartalmaznak, ami rendkívüli szilárdságukból adódik. 1400 MPa és 2400 MPa közötti folyáshatárok érhetők el — intermetallikus vegyületek kiválása az öregedési hőkezelés során. A kovácsolt martenzites acél alkatrészeket repülési rakétamotorok házaiban, repülőgép-leállító felszerelésekben és ultra-nagy szilárdságú szerszámokban használják. Erősségük ellenére meglehetősen szívósak maradnak, és még az öregedés előtt megmunkálhatók, miközben még viszonylag puha állapotban vannak.
Hogyan befolyásolja az acélkovácsolási eljárás az anyagtulajdonságokat acéltípusonként
Maga a kovácsolási folyamat – legyen az nyitott sajtolószerszám, zárt sajtolószerszám, gyűrűhengerlés vagy izoterm kovácsolás – az egyes acéltípusokkal eltérően működik. Ezen kölcsönhatások megértése segít megmagyarázni, miért nem lehet szétválasztani az anyag- és a folyamatválasztást.
A zárt sajtolóacél kovácsolásnál nagy alakváltozási erők fejtik ki a zárt tuskót, ami közel háló alakú részeket hoz létre folyamatos szemcseáramlással, amely követi az alkatrész geometriáját. Ez a szemcseáramlás felelős a fáradtság és az ütésállóság előnyéért, amelyet a kovácsolt anyagok megtartanak a megmunkált rúdanyagokkal vagy öntvényekkel szemben. A rúdanyagból megmunkált hajtórúd minden megmunkált felületen megszakítja a gabonaáramlást; a kovácsolt hajtórúd megszakítás nélküli szemcsefolytonosságot biztosít a végétől a végéig.
A kovácsolási hőmérséklet-tartomány jelentősen eltér acéltípusonként:
- Szén- és gyengén ötvözött acélok: jellemzően 1100°C – 1250°C melegkovácsolásnál
- Rozsdamentes acélok (ausztenites): 1100°C – 1200°C, lassabb hűtéssel az érzékenység elkerülése érdekében
- Szerszámacélok: 1010°C – 1150°C kötelező lassú hűtéssel kemencében vagy szigetelő közegben
- Martenzites acélok: 1100°C – 1200°C, kovácsolás után 480°C-on 3-6 órán keresztül öregítve
- Duplex rozsdamentes: 1100°C – 1180°C, majd vízhűtés a fázisegyensúly fenntartása érdekében
A melegkovácsolás – amelyet nagyjából 650°C és 950°C között végeznek – egyre nagyobb teret hódít a közepes széntartalmú acéloknál és a mikroötvözött minőségeknél, ahol szigorúbb mérettűrésekre van szükség, mint amit a melegkovácsolással elérhet, a hidegkovácsolás komoly nyomóerő-igénye nélkül. Az acél hidegkovácsolása, amelyet jellemzően alacsony szén-dioxid-kibocsátású osztályokhoz tartanak fenn, a legjobb felületi minőséget és méretpontosságot éri el, de lényegesen nagyobb kovácsolási nyomást igényel.
A megfelelő acélkovácsolási minőség kiválasztása: gyakorlati keret
A megfelelő kovácsolt acélminőség kiválasztásához több versengő tényező kiegyensúlyozása szükséges. Egyetlen fokozat sem optimalizálja az összes tulajdonságot egyszerre. A következő keretrendszer az ipari alkalmazások szempontjából leginkább releváns döntési változókat rögzíti:
- Mechanikai követelmények: Határozza meg a minimális folyáshatárt, keménységet, ütési energiát (Charpy-értékek) és a kifáradási élettartamot. Ez azonnal szűkíti a kategóriát – ha 1200 MPa folyáshatárra van szüksége, a szénacél megszűnik; ha 400 MPa megfelelő, akkor az ötvözött acél felesleges költség.
- Környezeti expozíció: A kloridos környezet kiküszöböli a legtöbb szén- és gyengén ötvözött acélt, hacsak nincs bevonva. A megemelt üzemi hőmérséklet kizárja a körülbelül 400°C feletti szénacél használatát, és krómtartalmú kúszásálló minőséget igényel.
- Metszet mérete és edzhetőség: A nagy keresztmetszetű (100 mm-nél nagyobb átmérőjű) kovácsoltság kritikus üzemben olyan ötvözött acélfajtákat igényel, amelyek megfelelő edzhetőségűek, hogy egyenletes tulajdonságokat érjenek el a metszetben. A szénacél kemény házzal és vastag részekben puha maggal rendelkezik.
- Megmunkálhatóság és későbbi feldolgozás: Ha kiterjedt megmunkálás követi a kovácsolást, a szabad megmunkálási tulajdonságok érdekében hozzáadott ként tartalmazó minőségek csökkentik a ciklusidőt, bár a keresztirányú szívósság némi feláldozással jár.
- Mennyiség és költség: Nagyon nagy gyártási mennyiségek esetén a mikroötvözött minőségek, amelyek kiküszöbölik a kovácsolás utáni hőkezelést, jelentős költségcsökkentést tesznek lehetővé. Kis gyártású speciális alkatrészek esetében a hőkezelési költség a teljes alkatrészköltség kisebb hányadát teszi ki, így a nagy teljesítményű ötvözetminőségek kivitelezhetőbbek.
A gyakorlatban a legtöbb mérnök az alkalmazandó tervezési kódokat követi, mint például az ASME, az EN 10250 vagy az ASTM A668, amelyek meghatározzák a megengedett anyagokat bizonyos szolgáltatási kategóriákhoz. Ezek a kódok leszűkítik a választékot a minősített acél kovácsolási minőségek rövid listájára, amelyeket több évtizedes helyszíni tapasztalat és szabványos tesztelés révén érvényesítettek a megfelelő üzemi körülményekre.
Iparspecifikus acélkovácsolási minőségű felhasználás
A különböző ágazatok közeledtek az előnyben részesített acélkovácsolási anyagokhoz a több évtizedes teljesítményadatok és a szabályozási követelmények alapján. Ezen iparági normák megértése gyakorlati kiindulópontot jelent a specifikációs munkához.
Autóipari kovácsolt acél
Az autóipar fogyasztja el a legnagyobb mennyiségű acélkovácsot világszerte. A személygépkocsik forgattyús tengelyeit túlnyomórészt közepes széntartalmú mikroötvözött acélokból (38MnVS6) vagy 1045-ös temperáló acélból kovácsolják. A nehéz tehergépjárművek főtengelyei 4340-es vagy hasonló nikkel-króm-molibdén ötvözött acélokat használnak a kiváló kifáradási teljesítményük érdekében magasabb fajlagos teljesítmény mellett. A hajtórudak alapvetően a C70S6 magas széntartalmú acélt használó, töréses konstrukciók felé váltottak, ami lehetővé teszi a kupak letörését kovácsolás után, majd rendkívüli pontossággal újra összeszerelhető. a megmunkálási műveletek kiküszöbölése és a hajtórúd gyártási költségének körülbelül 15-20%-os csökkentése a hagyományos maráshoz és köszörüléshez képest.
Olaj- és gázipari acélkovácsolások
A savanyú szervizkörnyezetek – ahol hidrogén-szulfid is jelen van – különösen szigorú követelményeket támasztanak az acélkovácsolással szemben. A NACE MR0175/ISO 15156 szabályozza a savanyú használathoz szükséges anyagok kiválasztását, és a keménységet 22 HRC-re korlátozza a legtöbb szén- és gyengén ötvözött acél esetében, hogy megakadályozza a szulfidos feszültségrepedéseket. Az F22 (2,25Cr-1Mo) és az F5 (5Cr-0,5Mo) szabványos ötvözött kovácsolási minőségek szeleptestekhez és karimákhoz magas hőmérsékletű, nagynyomású kútfejekben és csővezetékekben.
Aerospace Acélkovácsolás
A futómű alkatrészei a szerkezetileg legigényesebb acélkovácsok közé tartoznak. A 300M acél (módosított 4340 szilícium- és vanádium-adalékokkal) a domináns futómű anyaga, amely 1930 MPa vagy annál nagyobb szakítószilárdságot ér el. Az AerMet 100 és más ultra-nagy szilárdságú acélok 1965 MPa fölé emelik a szakítószilárdságot, miközben javítják a törési szívósságot a korábbi nagyszilárdságú acélokhoz képest. Minden repülőgép-ipari kovácsolást 100%-ban ultrahangos vizsgálatnak és gyakran mágneses részecskevizsgálatnak vetnek alá, az olvadási hő nyomon követhetőségéhez és a kovácsoláshoz szükséges.
Energiatermelés és nukleáris kovácsolások
A nagy turbinás rotoros kovácsolások súlya 5 és 200 tonna között van, és gyengén ötvözött acélokból készülnek, mint például a 26NiCrMoV11-5 vagy a 30CrMoNiV5-11. Ezek a kovácsolt anyagok szigorúan szabályozott kén- és foszforszintet igényelnek (jellemzően egyenként 0,005% alatt), hogy biztosítsák a nagy ütésállóságot a turbina üzemi hőmérsékletén. Az atomreaktor nyomástartó edényeihez A508 Grade 3 (az európai szabványok szerint 20MnMoNi4-5-tel egyenértékű) minőséget használnak, amely hosszú szabályozási hitelesítési múlttal és kiterjedt Charpy- és törésállósági dokumentációval rendelkezik, amelyet a nukleáris biztonsági előírások megkövetelnek.
Acélkovácsolt termékek minőségi szabványai és tesztelése
Az acél kovácsolási minőségétől függetlenül a minőségbiztosítás a nemzetközi szabványok által szabályozott következetes mintát követ. A legtöbbet hivatkozott acélkovácsolási szabványok közé tartozik az ASTM A668 (általános ötvözött acél kovácsolás), az ASTM A182 (ötvözött acél karimák és szerelvények), az EN 10250 (nyílt sajtolóacél kovácsolás általános mérnöki célokra) és az API 6A (kútfej- és karácsonyfa-berendezések).
A kovácsolt acél alkatrészek standard minőségellenőrzése a következőket tartalmazza:
- Mechanikai vizsgálat: Szakító, hozam, nyúlás, területcsökkentés és Charpy-ütődés (meghatározott hőmérsékleten -196°C-ig bizonyos kriogén alkalmazásoknál)
- Keménység ellenőrzése: A Brinell-keménységet (HBW) a reprezentatív keresztmetszeteken ellenőrizték, és néha a keménység áthalad az átkeményedés megerősítésére
- Ultrahangos vizsgálat (UT): 100%-os térfogati vizsgálat a felszín alatti hibákra, az elfogadási kritériumokkal egyenértékű lapos fenekű furatméretekre hivatkozva, amelyek jellemzően FBH 2 mm-től FBH 6 mm-ig terjednek a specifikációtól függően
- A kémiai összetétel ellenőrzése: Merőkanál- és termékelemzés a minőségi megfelelőség megerősítésére, gyakran szigorúbb határértékekkel a maradék elemekre vonatkozóan, mint az alapszabvány
- Makró és mikro vizsgálat: Keresztmetszet maratása a szemcseáramlás, a szegregáció és a belső szilárdság feltárására; metallográfiai vizsgálat szemcseméret és mikrostruktúra megerősítésére
Azokat a kovácsolt anyagokat, amelyek a hőkezelést követően nem teljesítik az ultrahangos vizsgálatot, le kell selejtezni vagy újra fel kell dolgozni – a szilárd kovácsolás belső hibáira nincs javítási lehetőség. Emiatt a tiszta, vákuumgáztalanított acéltuskó kiválasztása és a kovácsolás közbeni gondos folyamatszabályozás kritikus fontosságú az elfogadható hozam eléréséhez, különösen az energetikai és védelmi alkalmazásokhoz használt nagy ötvözött acél kovácsolásoknál.