Közvetlen válasz: Melyik módszer a költséghatékonyabb?
Rövid távon és összetett formák egyszerű, nagy volumenű előállításához, az öntés általában olcsóbb a kezdeti egységár tekintetében. azonban acél kovácsolás gyakran gazdaságosabbnak bizonyul hosszú távon a nagy szilárdságot, minimális hibákat és hosszú élettartamot igénylő alkatrészek esetében. A "legolcsóbb" lehetőség teljes mértékben attól függ a gyártási mennyiség, a geometria összetettsége és a másodlagos megmunkálási követelmények.
A kezdeti beruházás: szerszámozási és beállítási költségek
Az új projekt költségvetésének tervezése a szerszámozással kezdődik. Az öntés és a kovácsolás nagymértékben eltérő belépési költségekkel jár, amelyek megszabják, hogy a beszerzési menedzser melyik módszert válassza.
Öntési szerszámok költségei
A homoköntésnek viszonylag alacsony a szerszámköltsége, mivel a minták készülhetnek fából vagy műanyagból. A befektetési öntés (viaszveszteség) a szükséges precíziós szerszámok miatt drágább. Általában a casting lehetővé teszi alacsonyabb előzetes tőke prototípusokhoz és kis tételekhez.
Acélkovácsolás szerszámozási költségek
A kovácsolószerszámoknak nagy nyomásnak és magas hőmérsékletnek kell ellenállniuk. Ezek a szerszámok kiváló minőségű szerszámacélból készülnek, és lényegesen drágábbak, mint az öntési minták. Ha csak termel 50-100 darab , a kovácsolás "alkatrészenkénti" szerszámköltsége túl magas lehet az öntéshez képest.
Anyagfelhasználás és hulladékcsökkentés
A nyersanyagárak jelentősen befolyásolják a teljes számlát. Az, hogy az egyes folyamatok hogyan kezelik a fémet, meghatározza a "vásárlás-repülés" arányt.
Az öntés lehetővé teszi a "közel háló alakú" gyártást. Mivel a folyékony fém kitölti a forma minden rését, nagyon kevés a selejt. Ez olcsóbbá teszi az öntést drága ötvözetek használatakor. Ezzel szemben acél kovácsolás gyakran "villanást" eredményez – a fémtöbblet kipréselődik a matricák között –, amelyet le kell vágni és újra kell hasznosítani. A szabványos szénacélok esetében azonban ennek a hulladéknak a költségeit gyakran ellensúlyozza a kovácsolókalapácsok kiváló sebessége.
A rejtett költségek: megmunkálás és minőségellenőrzés
Az ár nem csak az alkatrészről szól, amely elhagyja a formát vagy a kalapácsot; az összeszerelésre kész késztermékről van szó.
- Porozitási problémák: Az öntvények gyakran szenvednek belső gázbuborékoktól vagy zsugorodástól. Ez magasabb "elutasítási arányhoz" vezet a röntgenvizsgálat során. Ha a megmunkálás után az öntvényeinek 10%-át selejtezzük, az "olcsó" öntvény nagyon megdrágul.
- Szerkezeti integritás: A acél kovácsolás gyakorlatilag mindig mentes a belső üregektől. A kovácsolási eljárás tulajdonképpen a belső hibákat gyógyítja, vagyis 100 hasznos alkatrészért fizet, ha 100 darabot rendel.
- Megmunkálási idő: Míg az öntéssel könnyen állíthatók elő összetett formák, a kovácsolt alkatrészek gyakran keményebbek és egyenletesebbek. A kovácsolószerszámok kiváló felületi minőséget produkálhatnak, ami szükségtelenné teheti bizonyos csiszolási szakaszokat, és ezzel munkaerőköltséget takaríthat meg.
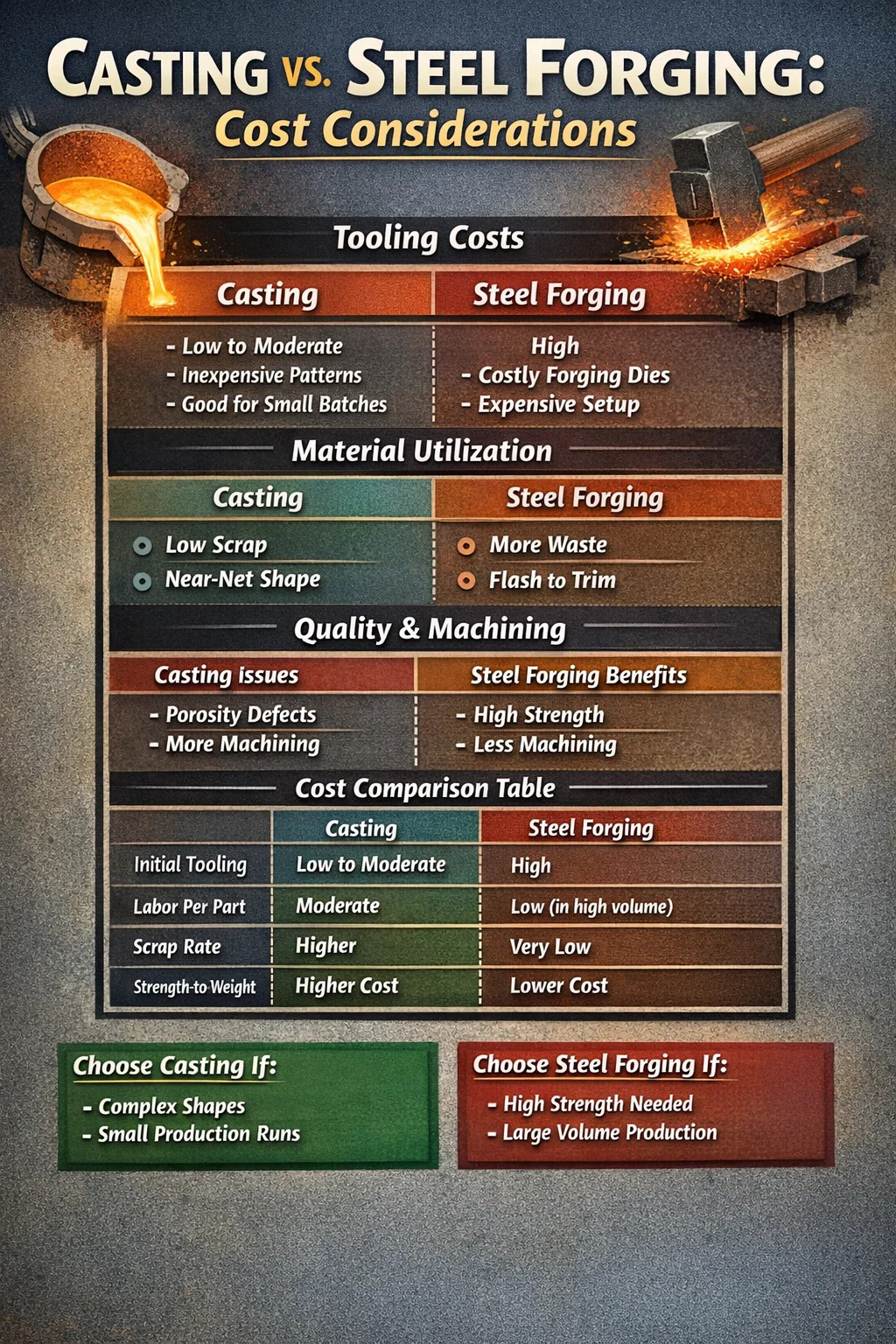
Költség-összehasonlító táblázat tényező szerint
| Költségtényező | Öntés | Acélkovácsolás |
|---|---|---|
| Kezdeti szerszámozás | Alacsony vagy közepes | Magas |
| Munka alkatrészenként | Mérsékelt | Alacsony (nagy hangerőn) |
| Scrap Rate | Magaser (due to defects) | Nagyon alacsony |
| Erő-súly költség | Magaser (needs more metal) | Alacsonyabb (kevesebb fém szükséges) |
kötet: The Ultimate Cost Decider
A méretgazdaságosság a legerősebb erő a gyártási költségekben. A kovácsológépek hihetetlenül gyorsak a beállítás befejezése után. Például egy automatizált acél kovácsolás vonal egyetlen műszakban több ezer hajtórudat képes előállítani minimális emberi beavatkozással. Ezekben a hatalmas mennyiségekben a matricák magas költsége olyan vékonyra oszlik el, hogy az egységár az öntés ára alá csökken.
Megfordítva, ha csak kell 10 darab Egy összetett szivattyúház esetében az öntvény a logikus választás. Ön elkerüli az öt számjegyű szerszámköltséget, és elfogadja a valamivel magasabb egységenkénti megmunkálási költséget, mivel a projekt teljes költsége alacsonyabb marad.
Gyakorlati tanácsok összefoglalása
A legolcsóbb út kiválasztásához értékelje projektjét az alábbi kritériumok alapján:
- Válasszon Öntés ha: A forma hihetetlenül összetett (belső üregek), az anyag nehezen kovácsolható (mint egyes öntöttvasak), vagy kicsi a gyártási sorozat.
- Válasszon Acélkovácsolás ha: Az alkatrész biztonsági szempontból kritikus, nagy szilárdság szükséges, nagy a gyártási sorozat, vagy minimalizálni szeretné a hosszú távú felelősséget és a csereköltségeket.